


联系我们

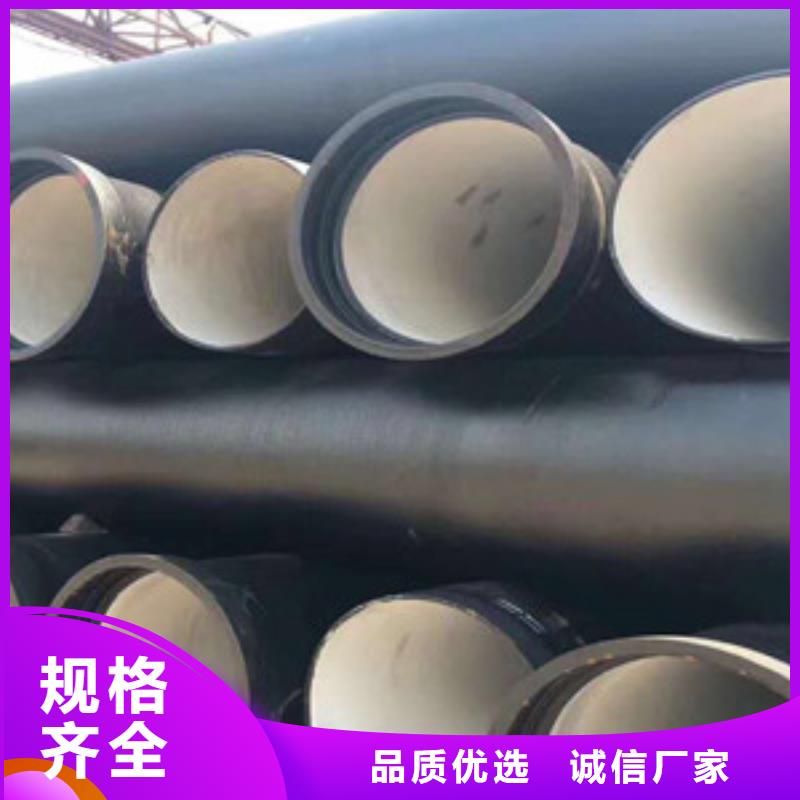
邛崃消防直销价格DN80球墨铸铁管
更新时间:2026-06-10 20:48:26 ip归属地:西安,天气:小雨转多云,温度:19-33 浏览次数:1 公司名称: 格瑞管业(西安市分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 3500/吨 |
| 发货期限 | 1天内 |
| 供货总量 | 汽运 |
| 运费说明 | 汽运 |
| 小起订 | 1 |
| 质量等级 | 一级 |
| 是否厂家 | 是 |
| 产品材质 | 球墨铸铁 |
| 产品品牌 | 格瑞 |
| 产品规格 | 100-1400 |
| 发货城市 | 全国 |
| 产品产地 | 聊城 |
| 加工定制 | 是 |
| 产品型号 | DN100 |
| 可售卖地 | 全国 |
| 产品重量 | 0.095 |
| 产品颜色 | 黑色 |
| 质保时间 | 70 |
| 外形尺寸 | 圆形 |
| 适用领域 | 市政工程 |
| 是否进口 | 否 |
| 品牌 | 格瑞 |
| 规格 | DN100-1400 |
| 加工工艺 | 离心浇铸 |
| 类型 | 球墨铸铁 |
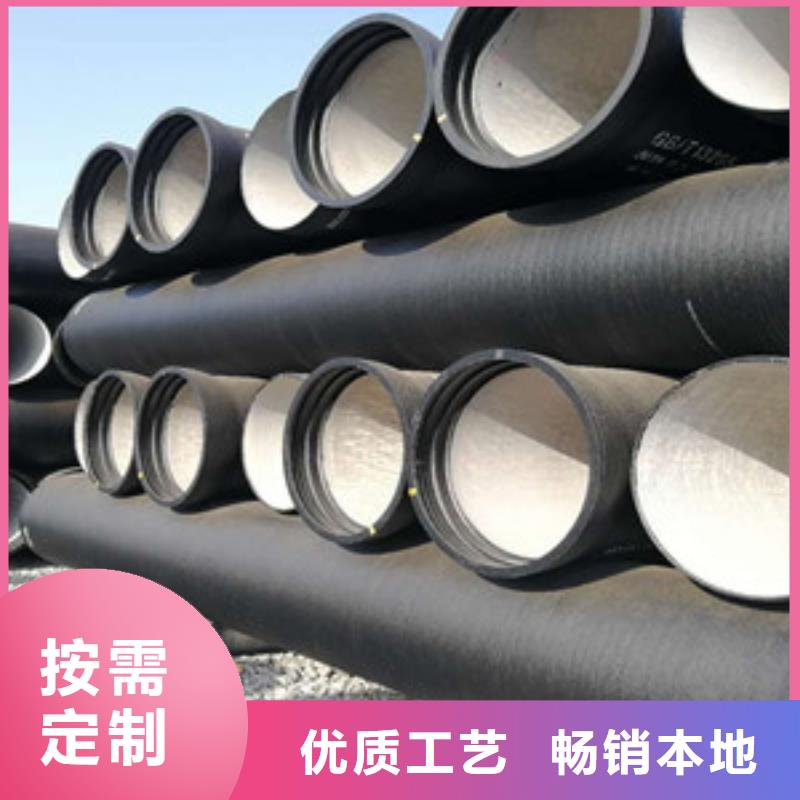
| 用途 | 市政给水消防排污 |
| 可售地 | 全国 |
| 计重方式 | 理计 |
| 范围 | 邛崃消防直销价格DN80球墨铸铁管供应范围覆盖陕西省、西安市、宝鸡市、咸阳市、延安市、汉中市、榆林市、铜川市、商洛市、安康市、渭南市 新城区、碑林区、莲湖区、灞桥区、未央区、雁塔区、阎良区、临潼区、蓝田县、周至县、户县、高陵区等区域。 |










球墨铸铁管用低支架进行铺设的时候,要是出现夸公铁路的时候,需要使用竖向的II形管道进行铺设,还有就是N形的这个可以做补偿器使用,需要根据铺设的环境进行选择,从 的程度上减少开始,同时还需要有弹簧支架和放气的装置。液体金属浇入到铸型后,热量散失主要是通过型壁,所以,凝固总是从铸件表面开始。当凝固后期出现大量的枝晶并搭接成完整的骨架时,固态收缩开始产生。但此时枝晶之间还存在一层尚未凝固舶液体金属薄膜(液膜),如果铸件收缩不受任何阻碍,那么枝晶骨架可以自由收缩,不受力的作用。当枝晶骨架的收缩受到砂型或砂芯等的阻碍时,不能自由收缩就会产生拉应力。当拉应力超过其材料强度极限时,枝晶之间就会产生开裂。如果枝晶骨架被拉开的速度很慢,而且被拉开部分周围有足够的金属液及时流入拉裂处并补充,那么铸件不会产生热裂纹。
从拉伸强度和弹性模量上讲,PVC-U管和PE管的弹性模量基本相当,竹缠绕复合管是塑料管道的2~3倍45 ,PE管的拉伸屈服应力比二者都小。镀锌焊接钢管和玻璃钢管是由玻璃纤维和不饱和聚酯树脂等组成的复合管道,也称之为玻璃纤增强维塑料管。由于玻璃钢中的连续纤维拉伸强度和弹性模量较高,其机械强度可以达到或者超过普通碳钢的水平,但密度远小于普通碳钢。按照制造工艺可以分为:纤维缠绕玻璃钢管和离心浇筑玻璃钢管,其中纤维缠绕法比较常见。玻璃钢复合管产生于20世纪40年代中期,70年代进入工业化生产阶段,80年代我国引入了缠绕玻璃钢管生产线。 球墨铸铁管强度 ,其拉伸屈服强度在185 MPa以上,钢管的弹性模量和球墨铸铁管相当,在17 GPa以上,是塑料管道和竹缠绕复合管的67~244倍。管道的力学性能直接关系到有压条件下管道的工作状态,由于玻璃钢夹砂管和PCCP管的性能参数是多种材料协同工作的结果,在本节中只比较其他几种管道的参数,见下表。

上述排放限值远低于 《钢铁烧结、球团工业大气污染物排放标准》(GB28662-2012)中的大气污染物特别排放限值标准(烧结机、球团颗粒物、二氧化硫、氮氧化物排放限值,达到了国内外现行标准的严水平。《炼焦化学工业大气污染物超低排放标准》的主要内容:规定了现有企业和新建企业执行时间现有企业自2020年10月1日起执行;新建企业自本标准实施之日起执行。制定了严格的排放限值,实施超低排放球墨铸铁管的外防腐蚀涂层应根据敷管地的土质情况来选择镀锌和环氧沥青涂层或更高要求的涂层。离心球墨铸铁管为城镇供水协会,城市燃气协会产品。离心球墨铸铁管2002年获冶金产品金杯奖。

球墨铸铁管大家可能不知道是什么,但是如果说南水北调大家应该都知道,南水北调是我们 很出名的一个工程,它为我们 水资源贫乏的地域运输去了水资源,使他们的日常生活得到了改善,南水北调就是使用的给水球墨铸铁管,这样说您知道给水球墨铸铁管是什么了吗?在我们中国有着大约13.68亿人,气泡法是将工件浸入水中,充入压缩空气,然后在一定时间内收集从中泄漏出来的气泡以测出泄漏量。涂抹法是在内部充有一定气压的工件表面涂抹肥皂水一类的易产生气泡的液体,观察产生气泡的情况以检测泄漏量的大小。这两种方法操作简单,能直接观察到泄漏的部位和泄漏情况,但由于事先不知道工件泄漏的部位和几处泄漏,难以收集全气泡,影响测量的准确性;其次,对于体积大、笨重、外表面复杂的零件,气泡附着于零件底部和褶皱处而不易观察;测试完后需要对工件进行清扫干燥处理,无法实现自动、定量测漏。因此这两种方法在满足高精度、高率的生产需求方面显得力不从心。随着计算机、电子、传感技术的飞速发展,泄漏检测技术的发展将迎来新的发展契机。未来的气密性检测技术将向高精度、效率、智能化的方向进一步发展。