




走进真实的场景,感受产品的独特魅力!我们的MPP塑钢复合管MPP电力管源厂直接供货视频将带您深入了解产品的每一个细节,让您对其优点和特点一目了然。
以下是:江苏连云港MPP塑钢复合管MPP电力管源厂直接供货的图文介绍


“以质量求生存、以信誉求发展”为宗旨。将以诚信、求实的作风;务实、科学的管理;迅捷、周到的服务。润星电力管材(连云港市分公司)愿与各公司精诚合作、共创双赢! 主要经营: PE穿线管有品种齐全、价格优惠,凭着良好的品质和服务, PE穿线管产品远销全国各地。


MPP塑钢复合管怎样安装不受损?下面MPP塑钢复合管厂家来为大家讲解一下吧!MPP塑钢复合管在安装的时候,主要就是要进行一项 的使用方法,因为能够保证的是一种使用之后的正常化和合理化,因此在使用中,要展现出来的是专业的安装程序,和一些相关的技术。一般在安装的时候,下管的时候,可以进行人工来完成。MPP塑钢复合管在安装的时候,也不允许将管材推至槽边。而且还可以根据实际的管材来进行切割,找到符合的尺寸,在进行安装。或者是要用一些机械的产品来进行安装,这样就能够垂直于枕轴线,并且保证一些平滑和完整性。
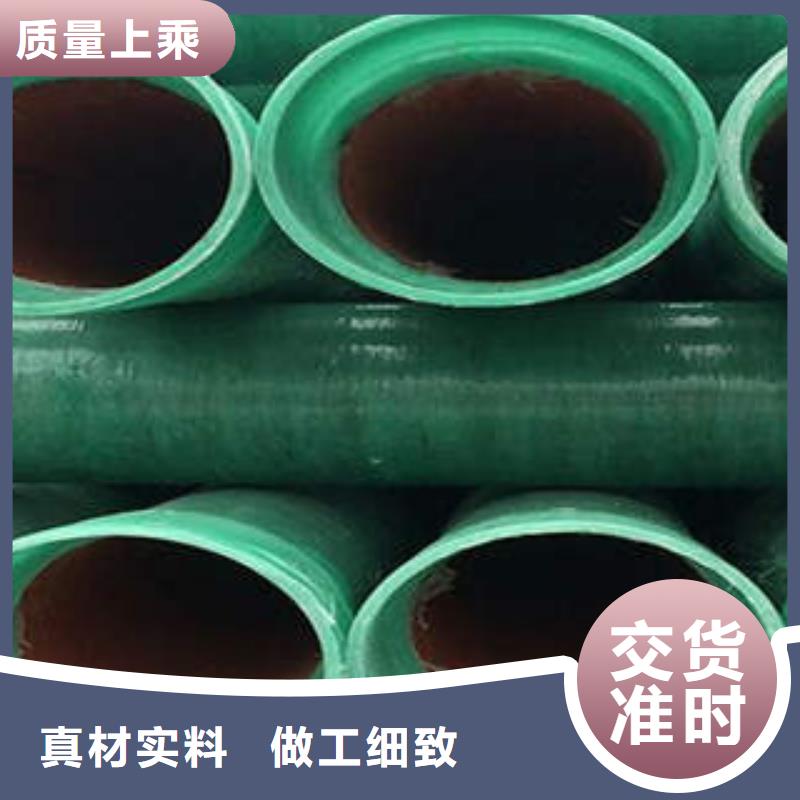
安装完毕之后,在进行的相关的检测,这样就能够很好的保证一些正常的使用情况,因此大家也比较合理的使用,能够确保的也是一种的使用功能。这些辅管安装,就是一种提前安装的效果。也能够顺利确保一种方式成功。MPP塑钢复合管是一种工业上的较好的材料,他也是一种被较好的工业原料,主要的性质就是一种树脂为主,比较环保,在经过 的鉴定以后,成功的进行了多方面的使用和采购,因此是社会上进步的一项任务。这款产品在使用的时候,硬度比较好,还有着耐高温、耐腐蚀等情况。
MPP塑钢复合管还有着对大气中没有污染的情况,还能够在使用的时候不会因为一些情况而老化,质地也比较轻盈,因此是大家在工业上的首要选择,而且主要的是还经过了 的一些技术方面的鉴定,包括一些符合 的使用标准。因此在我国的生产中,有着比较好的一项为完整的使用情况,也是电缆中的一些常见的保护套。也是大家一直所赖额品质。成为使用电缆的工业欢迎的一款保护材料。以上都是MPP塑钢复合管厂家为大家讲解的相关内容,希望可以帮助到大家!
硅芯管是一种内壁带有硅胶质固体润滑剂的新型复合管道,密封性能好,耐化学腐蚀,工程造价低,广泛运用于高速公路,铁路等的光电缆通网络系统。小编了解到HDPE硅芯管是一种内壁带有硅胶质固体润滑剂的新型复合管道,简称硅管。由三台塑料挤出机同步挤压复合,主要原材料为高密度聚乙烯,芯层为摩擦系数 的固体润滑剂硅胶质。广泛运用于光电缆通网络系统。硅芯管的性能特点:其内壁的硅芯层是固体的, 的润滑剂,内壁硅芯层的磨擦特性保持不变,缆线在管道内可反复抽取;硅芯管曲率半径小(为其外径的十倍)。敷管时遇到弯曲处和落差处,可随环境地形而定,无需作任何处理,更不必设人井过渡;其内壁的硅芯层是被同步挤压进高密度聚乙烯管道壁内。
安装完毕之后,在进行的相关的检测,这样就能够很好的保证一些正常的使用情况,因此大家也比较合理的使用,能够确保的也是一种的使用功能。这些辅管安装,就是一种提前安装的效果。也能够顺利确保一种方式成功。MPP塑钢复合管是一种工业上的较好的材料,他也是一种被较好的工业原料,主要的性质就是一种树脂为主,比较环保,在经过 的鉴定以后,成功的进行了多方面的使用和采购,因此是社会上进步的一项任务。这款产品在使用的时候,硬度比较好,还有着耐高温、耐腐蚀等情况。
MPP塑钢复合管还有着对大气中没有污染的情况,还能够在使用的时候不会因为一些情况而老化,质地也比较轻盈,因此是大家在工业上的首要选择,而且主要的是还经过了 的一些技术方面的鉴定,包括一些符合 的使用标准。因此在我国的生产中,有着比较好的一项为完整的使用情况,也是电缆中的一些常见的保护套。也是大家一直所赖额品质。成为使用电缆的工业欢迎的一款保护材料。以上都是MPP塑钢复合管厂家为大家讲解的相关内容,希望可以帮助到大家!
硅芯管是一种内壁带有硅胶质固体润滑剂的新型复合管道,密封性能好,耐化学腐蚀,工程造价低,广泛运用于高速公路,铁路等的光电缆通网络系统。小编了解到HDPE硅芯管是一种内壁带有硅胶质固体润滑剂的新型复合管道,简称硅管。由三台塑料挤出机同步挤压复合,主要原材料为高密度聚乙烯,芯层为摩擦系数 的固体润滑剂硅胶质。广泛运用于光电缆通网络系统。硅芯管的性能特点:其内壁的硅芯层是固体的, 的润滑剂,内壁硅芯层的磨擦特性保持不变,缆线在管道内可反复抽取;硅芯管曲率半径小(为其外径的十倍)。敷管时遇到弯曲处和落差处,可随环境地形而定,无需作任何处理,更不必设人井过渡;其内壁的硅芯层是被同步挤压进高密度聚乙烯管道壁内。




加热时压力稍大,吸热时压力较小。当环境温度低于﹣5℃或大风天气时,应有保温和防范措施。否则将严重影响焊接质量。焊缝冷却时应自然冷却,采用强制冷却时,将影响管材焊接质量。加热板表面及管端应经常用酒精清洁,确保加热板表面无油污和水,及杂质。加热板表面防粘层应不损伤,进行焊接前。应用干净的绵纱或抹布擦拭管材端面的水,杂质和泥土。应保持焊接管材端面清洁。当待焊接管材端面有水汽时,在加热前,应用加热板烘烤管材端面至水汽完全蒸发为止,然后进行管材加热。清洁管材端面时,应有人监督,以防管材合拢夹伤手。管材壁厚低于6mm时,一般不采用热熔对接。否则难以保证管材焊接质量。MFPT塑钢复合电缆导管热熔器是怎么焊接管材的?
管材两端的污物。将管材置于机架卡瓦内,使两端伸出的长度相当。管材机架以外的部份应有支撑物托起。使管材轴线与机架中心线处于同一高度,然后将卡瓦固定好。置入铣刀,铣削管材。直到管材两端面均出现连续的切削后,撤掉压力,让铣刀空转两、三周后再退开活动架,关闭铣刀开关。切屑厚度应为0.1-1mm,通过调节铣刀片的高度调节切屑厚度。取出铣刀,合拢两端管材。检查端面对其情况。管材两端错位量不应超过管壁厚的10%,合拢时管材两端面间没有明显间隙,缝隙宽度应符合下面规定:0.3mm(dn<225mm);0.5mm(225mm400mm)。如不符合要求,应再次铣削,直到满足上述要求为止。测量拖拉力,包括移动夹具的摩擦阻力。
及焊接工艺参数压力。二者叠加,确定实际压力。检查加热板温度是否达到设定值。当温度达到设定温度时,应再保温10分钟以上,待加热板温度均匀。如在气温较低的环境或大风条件下,应有保温措施,保温时间需延长。直到温度均匀且实际温度达到设定值。当加热板温度达到设定值后。快速放入机架,施加规定的压力,直到管材两端圆周出现翻边且教小卷边达到规定高度。将压力减小到规定值,使管材端面与加热板之间刚好保持接触,继续加热到规定时间2分钟。吸热时间达到规定值后,退开活动架,迅速取出加热板。然后合拢两管端。其切换时间应尽可能短,不能超过规定值。且合拢时的压力不能过大,否则会将熔融物料挤出,造成焊接质量下降。在首次焊接时,当对接完成后。
管材两端的污物。将管材置于机架卡瓦内,使两端伸出的长度相当。管材机架以外的部份应有支撑物托起。使管材轴线与机架中心线处于同一高度,然后将卡瓦固定好。置入铣刀,铣削管材。直到管材两端面均出现连续的切削后,撤掉压力,让铣刀空转两、三周后再退开活动架,关闭铣刀开关。切屑厚度应为0.1-1mm,通过调节铣刀片的高度调节切屑厚度。取出铣刀,合拢两端管材。检查端面对其情况。管材两端错位量不应超过管壁厚的10%,合拢时管材两端面间没有明显间隙,缝隙宽度应符合下面规定:0.3mm(dn<225mm);0.5mm(225mm400mm)。如不符合要求,应再次铣削,直到满足上述要求为止。测量拖拉力,包括移动夹具的摩擦阻力。
及焊接工艺参数压力。二者叠加,确定实际压力。检查加热板温度是否达到设定值。当温度达到设定温度时,应再保温10分钟以上,待加热板温度均匀。如在气温较低的环境或大风条件下,应有保温措施,保温时间需延长。直到温度均匀且实际温度达到设定值。当加热板温度达到设定值后。快速放入机架,施加规定的压力,直到管材两端圆周出现翻边且教小卷边达到规定高度。将压力减小到规定值,使管材端面与加热板之间刚好保持接触,继续加热到规定时间2分钟。吸热时间达到规定值后,退开活动架,迅速取出加热板。然后合拢两管端。其切换时间应尽可能短,不能超过规定值。且合拢时的压力不能过大,否则会将熔融物料挤出,造成焊接质量下降。在首次焊接时,当对接完成后。

