


联系我们

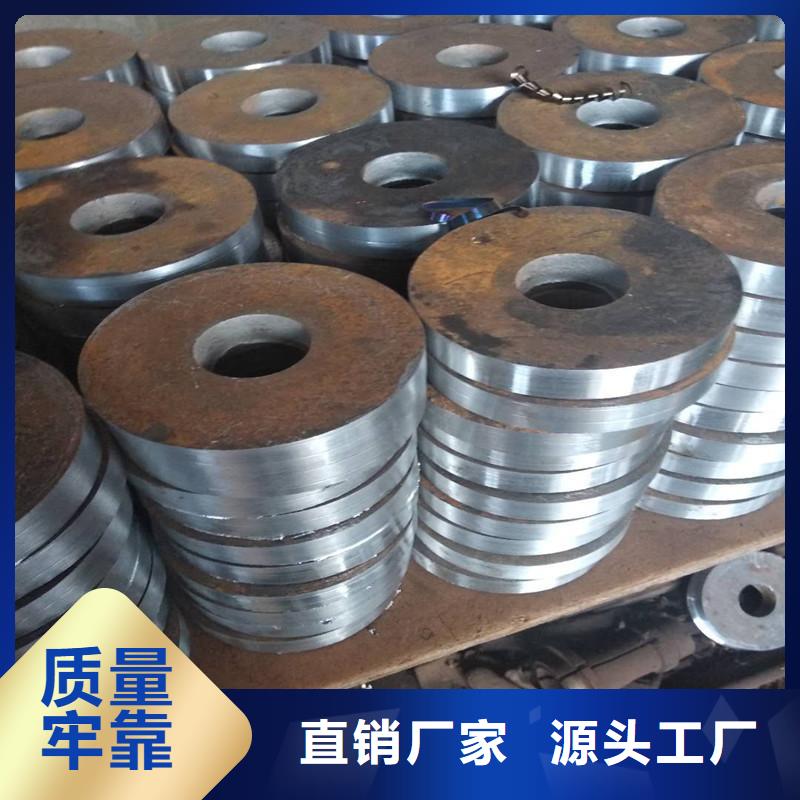
冲压件_冷拔异型管实力雄厚品质保障
更新时间:2026-06-15 09:43:37 ip归属地:吉安,天气:多云,温度:23-30 浏览次数:1 公司名称:聊城 金海金属材料(吉安市分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 346 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 品牌 | 山东 |
| 产地 | 聊城 |
| 用途 | 机械配件 |
| 产品特色 | 易加工,交货快,来图定做 |
| 可售卖地 | 全国 |
| 范围 | 冲压件_冷拔异型管供应范围覆盖江西省、南昌市、景德镇市、九江市、赣州市、萍乡市、新余市、吉安市、上饶市、抚州市、宜春市、鹰潭市 吉州区、青原区、吉水县、峡江县、新干县、永丰县、泰和县、遂州县、万安县、安福县、永新县、井冈山市等区域。 |


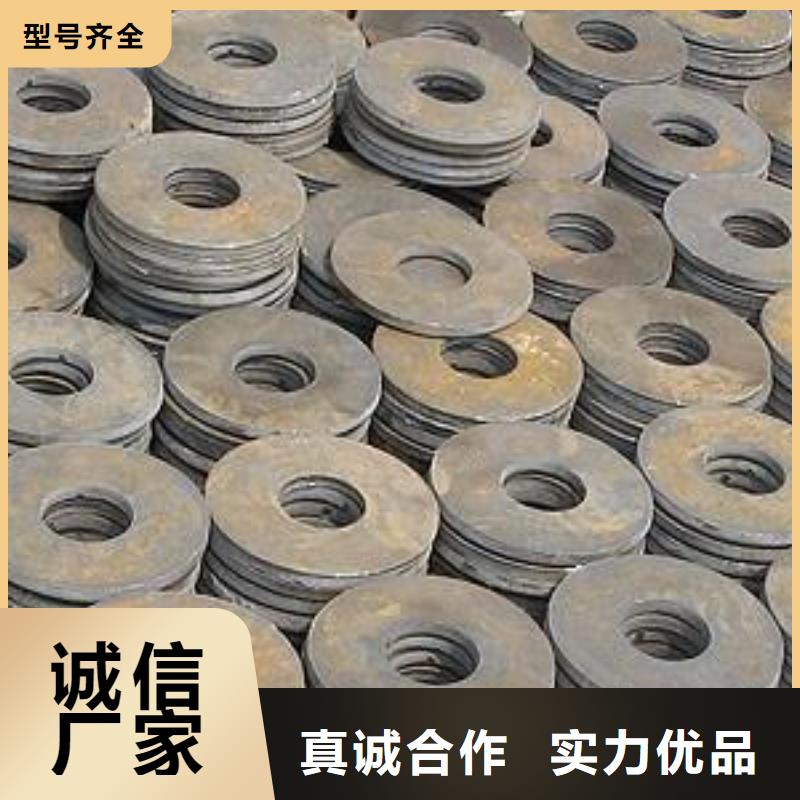



汽车金属冲压件加工的工艺工序:
切 开:将材料沿敞开轮廓局部而不是完全分离的一种冲压工序。被切开而分离的材料位于或基本位于分离前所处的平面。
切 边:利用冲模修边成形工序件的边缘,使之具有一定直径、一定高度或一定形状的一种冲压工序。
切 舌:将材料沿敞开轮廓局部而不是完全分离的一种冲压工序。被局部分离的材料,具有所要求的一定位置,不再位于分离前所处的平面上。
切 断:将材料沿敞开轮廓分离的一种冲压工序,被分离的材料成为工件或工序件。
反拉深:把空心工序件内壁外翻的一种拉深工序。
扩 口:将空心件或管状件敞开处向外扩张的一种冲压工序。
冲 孔:将废料沿封闭轮廓从材料或工序件上分离的一种冲压工序,在材料或工序件上获得需要的孔。


在日常生产中,会遇到冲孔尺寸偏大或偏小(有可能超出规格要求)以及与凸模尺寸相差较大的情形,除考虑成形凸、凹模的设计尺寸、加工精度及冲裁间隙等因素外,还应从以下几个方面考虑去解决。
(1).冲切刃口磨损时,材料所受拉应力增大,冲压件产生翻料、扭曲的趋向加大。产生翻料时,冲孔尺寸会趋小。
(2).对材料的强压,使材料产生塑性变形,会导致冲孔尺寸趋大。而减轻强压时,冲孔尺寸会趋小。
(3).凸模刃口端部形状。如端部修出斜面或弧形,由于冲裁力减缓,冲件不易产生翻料、扭曲,因此,冲孔尺寸会趋大。而凸模端部为平面(无斜面或弧形)时,冲孔尺寸相对会趋小。
在具体的生产实践中,应针对具体问题作具体分析,从而找出解决问题的方法。
以上主要介绍了冲裁时,冲件产生翻料、扭曲的原因及解决对策。



金海金属材料(吉安市分公司)售出的备品备件均提供一年的质量保证、并且都经过了严格的测试和认证。 公司自成立以来始终坚持以纯电子商务模式运营、缩减中间环节、为客户在时间提供优质的 锚杆厂家产品及满意的服务、为您的生产以及采购工作提供‘ 快捷 方便’公司拥有完善的物流供应系统、现已与众多国外知名品牌生产厂商建立了良好的合作关系。


冲压件
主要措施有:
1)在工件上设置加强筋。在折弯上按加强筋会使折弯零件的回弹变得更加困难,从而提高折弯零件的尺寸精度和折弯零件的刚度。
2)使用弹性系数大、屈服极限低、机械性能稳定的材料。
3)弯曲v形零件时使用校正(校正)折弯。
4)弯曲u形零件时,冲压模具使用较小的间隙。
5)坯料在烧制前先退火,增加可塑性。
6)使用小冲压圆角半径,以防止性能和工件破裂。
7)凸、模结构上的方法3360弯曲的U形英寸,冲压和上板使用半径约为20t的圆柱面,T是材料厚度),折弯后用下半部分抵消折弯的反弹。或者,使u形折弯的凸模为双向倾斜。折弯材料厚度大于0.8mm,塑性好的话,冲压成型可以做成下图所示的形状。
8)对于折弯半径较大的圆弧折弯,可以使用拉动过程。
9)使用比实际需要的折弯力大得多的力,在折弯过程中制作矫正性折弯。


