


联系我们

采购桥梁钢护栏 必看-售后保证
更新时间:2026-06-06 13:03:07 ip归属地:金华,天气:小雨转多云,温度:21-29 浏览次数:1 公司名称:聊城 聚晟护栏制造(金华市分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 216 |
| 发货期限 | 1-3 |
| 供货总量 | 不限 |
| 运费说明 | 电联 |
| 质量等级 | A |
| 是否厂家 | 是 |
| 产品材质 | 齐全 |
| 产品规格 | 齐全 |
| 发货城市 | 全国 |
| 产品产地 | 山东 |
| 产品型号 | 齐全 |
| 可售卖地 | 全国 |
| 范围 | 桥梁钢护栏 必看-售后保证供应范围覆盖浙江省、杭州市、宁波市、温州市、台州市、金华市、湖州市、绍兴市、舟山市、嘉兴市、衢州市、丽水市 婺城区、金东区、武义县、浦江县、磐安县、兰溪市、义乌市、东阳市、永康市等区域。 |




金华采购桥梁钢护栏 必看-售后保证
而316L不锈钢材料是可以植入的材料,因此选择不锈钢管是的。不锈钢管已通过浸泡水试验,各项指标均达到 饮用水标准要求。不锈钢管壁光滑,长期使用不会结垢,不易被附着,不必担心水质受到影响,更可以杜水的二次污染。
不锈钢复合管桥梁护栏六角形钢块站来咨询不锈钢复合管桥梁护栏那么今天就来讲解下不锈钢复合管桥梁护栏。公路桥采用波形桥护栏轻侧,具有结构简单、防护能力强、导向性能好、施工工艺简单、方便、不超载的特点,可应用于山区低等级公路桥中。
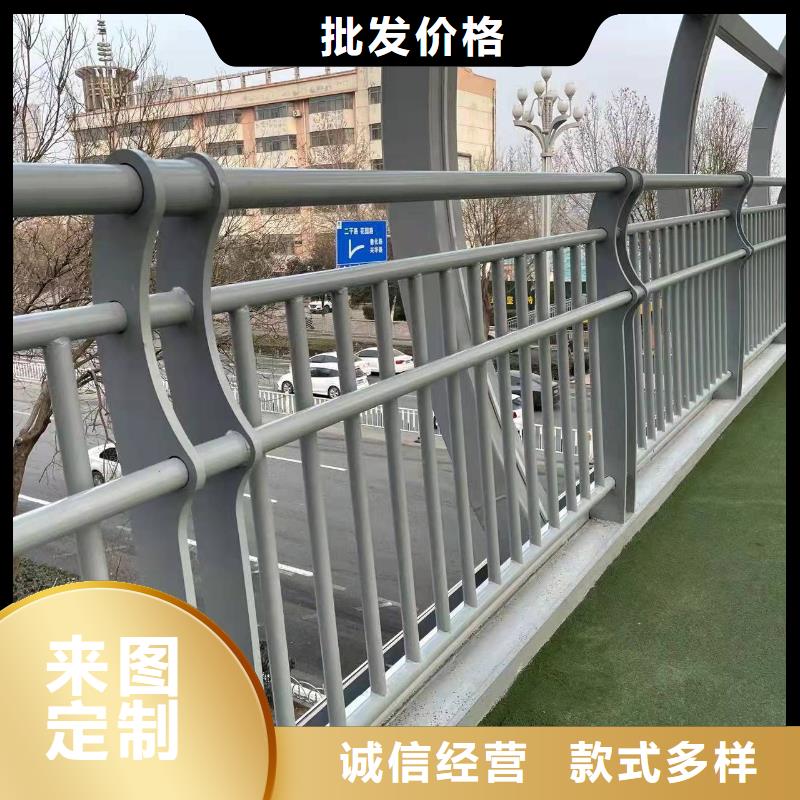
波纹桥护栏上部采用结构轻、材料轻的设计,结构采用梁柱结构,材料采用钢金属材料。在山区低等级公路上,波形护栏并不能过大地增加小桥的荷载。波纹护栏结构根据不同高度采用不同规格的梁和防堵块,以满足不同高度车辆不同位置结构的缓冲和防护要求,并能有效地保护出站。
在山区,控制车辆从桥边驶出,避免发生坠落事故。波纹桥护栏碰撞有良好的导向作用和能量吸收作用,可防止车辆跨越、翻越或越过护栏。护栏碰撞后,车辆能保持正常的行驶姿态,避免人行横道或掉头现象。波纹护栏采用混凝土基础,在基础上设置埋入式螺栓和埋入式钢板,能满足波纹护栏混凝土基础与各种桥面凸缘板之间的连接,适用于CO的施工。
 <金华>聚晟护栏制造有限公司
<金华>聚晟护栏制造有限公司
金华采购桥梁钢护栏 必看-售后保证
铁路隔离网,建筑装饰,路灯,站牌,钢结构网架,家具,车船制造,城市管网,输油输气,摩托车保险杠,晾衣。架,自行车车把等。栅不锈钢复合管的PPR标准实施日期:2002-10-1颁布部门:中华人民共和国质量监督检验检疫总局。
桥梁护栏碰撞时变形设置的思考:护栏碰撞时的变形不仅是形式选择的重要因素,也是设置的重要因素。尤其是被防护的障碍物是刚性物体时,护栏与物体之间的距离应足够大以避免车辆在刚性物体上绊阻。
代号,尺寸,外形,质量及允许偏差,技术要求,试验方法,检验规则,标志,标签,包装和。贮存。本标准广泛适用于市政公用工程施工,钢结构,网架工程施工,石油石化,市政设施,路桥护栏。内容简介:本标准规定了不锈钢复合管的分类公路交通工程。

金华采购桥梁钢护栏 必看-售后保证
桥梁防撞护栏加工设备一次性大,复杂件要工装,电极,大量生产还需要降温设施。适合。批量生产,主要应用于产品,出口产品,有公差产品,其加工工艺稳定,操作简单。不锈钢复合管焊接要领。采用带有高频。其缺点不锈钢管是防污染性高脉冲装置的氩弧焊机焊接,气体保护措施与焊纯不锈钢一样,钨极焊针用Ф1.6㎜,焊丝用Ф0.8~Ф1.2㎜。
焊接电流点焊时可稍大40~50A,连焊时控制20~40A,焊接速度一般15~25㎝/min.。对焊处两端磨坡口。采用低电压小电流(20A~30A),氩气调节到0.5Mpa左。牌号HOCr2NN(即304焊丝)。
对复合管联接处进行填焊,对需要透焊的复合管,采用两次焊接方式,先将内层碳素钢管焊好,再将表层不锈钢层。焊接(两次焊接均采用氩弧焊),在焊接过程中,若发现穿孔,咬边等缺陷。右说明电流偏大,可调小。如管材焊不透。

金华采购桥梁钢护栏 必看-售后保证
焊前必须对管子内部、焊缝背面充99.99%的一段时间用气体氧含量测试仪从坡口间隙深入抽取气体测量管子内部氧含量,当氧含量低于50ppm时开始为了保证底层焊接质量,采用钨极靠弧焊进行自下向上对称焊接,焊接前将封;焊层焊遭打磨平整。
采用氢弧焊焊接,复层不锈钢纯边为1.5--2.0mm,焊瓷管喷口直径为10mm,钨丝直径为2-3mm,焊接电流为80-100A,流量为8-12/min,焊接电流为正极,焊后进行检查,不允许有夹渣、裂纹、气孔、未焊透、未熔合等缺陷存在,或X射线检查后,方可进行下道主序焊接。
过渡层的焊接过渡层是复合管熔敷合金成分为复杂的焊层,如果焊接参数选用不当,容易造成熔敷合金浓度梯度过大,从而影响接头的防腐蚀性能接。焊接时采用焊条选用A302,规格为2.5mm,选焊接电流为70-90A,焊接电流为直流正接。
过小的焊接电流易造成层间未熔合及熔敷含金梯度过大,过大的电流易将烧穿。填充和盖面层来用焊条电弧焊,来用多层多道焊方法,层间温度保持100℃以下。焊接从底部开始,分左、右由下向上焊接,盖面焊接要尽量咬边缺陷,如果产生,用砂轮磨掉进行修补。