





为了让您更地了解我们的珩磨管,【127×18液压缸筒钢管】发货迅速,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
以下是:浙江金华珩磨管,【127×18液压缸筒钢管】发货迅速的图文介绍


浙江金华珩磨管油缸管绗磨管选择合适的珩磨管淬火冷却方法 一般说,珩磨管淬火裂纹产生在珩磨管淬火硬化部分。为了实现珩磨管淬火硬化,必须从奥氏体化温度以大于临界冷却速度进行急冷。热应力和相变应力之和是正值(拉应力)还是负值(压应力),决定了珩磨管淬火裂纹是否发生。为正值易裂,为负值则不易裂。为了防止淬裂,应充分有效地利用热应力,减少相变应力。冷却速度与淬裂的关系(1)预冷珩磨管淬火:把工件自奥氏体化温度取出,先行在空气中预冷一段时间,使各部分温差减小,或在技术条件允许的情况下,令其薄的截面处或棱角处产生部分非马氏体组织,然后再进行全部珩磨管淬火。(2)双液珩磨管淬火:双液珩磨管淬火从单纯防止珩磨管淬火裂纹的观点出发,关键是第二级珩磨管淬火介质的缓冷作用。先强冷后弱冷,如水-油、水-空、油-空气等。珩磨管



珩磨管液压机械(金华市分公司)处于辽河路燕山路交叉口南500米东首,是一家集研发、设计、生产、销售为一体的公司。主营产品 镀铬棒,公司拥有一批的、从事本行业多年的科研开发人才及高素质的专业制造人才,依靠“开拓、创新、务实、科学”的设计理念,严格的生产工艺,优质的售后服务,赢得广大用户的一致赞誉和信赖。公司成立以来,以“客户满意就是我们荣誉”的经营理念,不断创新,追求,迎合用户及市场需求。


浙江金华珩磨管油缸管绗磨管(3)分级珩磨管淬火:分级珩磨管淬火是将工件从珩磨管淬火温度直接快速冷却到Ms点以上某一温度,经适当时间保温后空冷。如截面大、易变形开裂的高碳钢,应采用两到三次的分级珩磨管淬火 (4)等温珩磨管淬火:将工件由珩磨管淬火温度以大于临界珩磨管淬火速度的冷速冷到Ms点稍上某一温度,保温较长时间,使过冷奥氏体发生贝氏体转变。一般用油淬。除此之外,还有薄壳珩磨管淬火、间隙珩磨管淬火、局部珩磨管淬火、调节水温等方法。另外在珩磨管淬火前各工序的合理性、加热参数的确定、和回火等方面也具有一定效果的防止钢件珩磨管淬火开裂的方法。 引起零件珩磨管淬火开裂与畸变的原因很多,一旦产生上述缺陷,应当从以下几个方面进行分析。



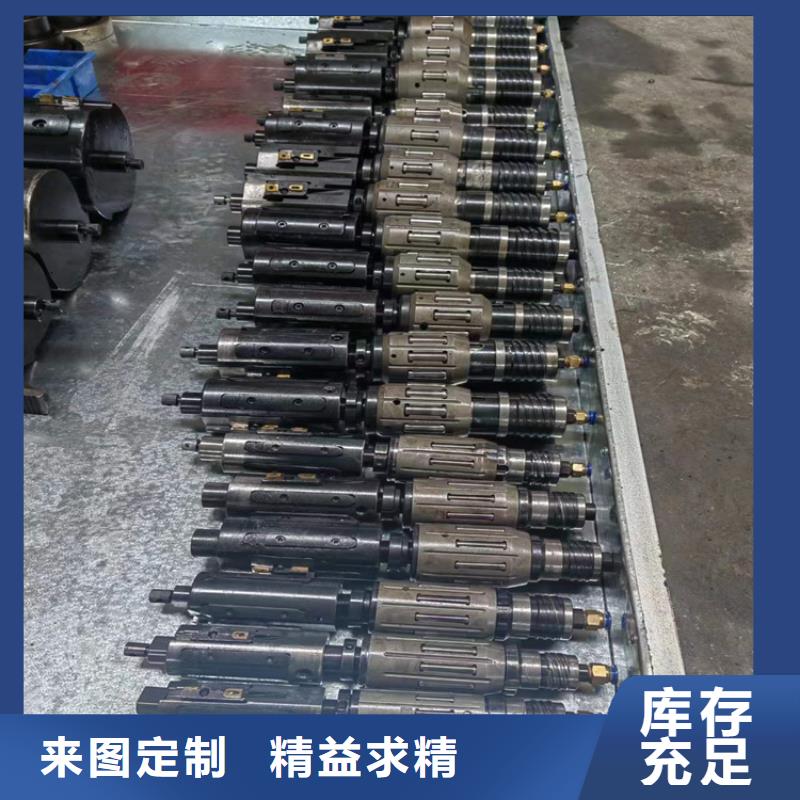
浙江金华珩磨管油缸管绗磨管对珩磨管珩磨工具的简单介绍,以及其光洁度的指导,希望大家能从中受益,并来进一步了解该产品,同时这些也是我们日后进行研究工作的理论基础。
什么是滚压绗磨管 绗磨管采用滚压加工,由于表面层留有表面残余压应力,有助于表面微小裂纹的封闭,阻碍侵蚀作用的扩展。从而提高表面抗腐蚀能力,并能延缓疲劳裂纹的产生或扩大,因而提高绗磨管疲劳强度。通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的弹性和塑性变形,从而提高了绗磨管内壁的耐磨性,同时避免了因磨削引起的烧伤。滚压后,表面粗糙度值的减小,可提高配合性质。 大口径绗磨管滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使工件表面的微观不平度辗平从而达到改变表层结构、机械特性、形状和尺寸的目的。因此这种方法可同时达到光整加工及强化两种目的,是磨削无法做到的。绗磨管无论用何种加工方法加工,在零件表面总会留下微细的凸凹不平的刀痕,出现交错起伏的峰谷现象,



浙江金华本地企业旺旺珩磨管绗磨管油缸管但如果间隙超过0.16mm的话,珩磨管就会与活塞杆发生偏磨,使得衬套单边受力,导致油缸泄漏,活塞杆带油。除了这一方面的间隙,还有支承衬套外径与油缸缸筒内径接触,其理想的设计间隙为0.1-0.19mm,过小或过大也会造成珩磨管受损。从上述分析可见,珩磨管的装配间隙对油缸质量至关重要,而装配间隙应以支承衬套来调整,才能符合实际要求而达到理想的作业效果。再来说到的是珩磨管支承衬套所用的材料,通常来说有尼龙和聚甲醛两种,前者的强度、刚性、耐热性以及成型工艺性都较好,但吸水性和收缩率较大,尺寸稳定性差,还会受受温度影响;而后者具有良好的综合性能,包括抗拉强度、冲击韧性、刚度、疲劳强度、抗蠕变性能和尺寸稳定性等等,但就是加热易分解,成型困难。根据对上述两种材料的特性分析可知,油缸的工作温度才是确定选用何种材料作支承衬套的关键所在,一般工作温度下使用尼龙就可以了,但对于要在高温下工作的油缸来说,聚甲醛作为珩磨管的支承衬套才是理想选择。
