







一、止水铜带之间的连接
止水铜带连接方式采用搭接焊接焊接时采用紫铜焊条气焊北京止水铜片双面焊接.气焊应预热预热温度约为400℃~500℃气焊时使用硼酸盐、卤化物或二者的混合物作为焊剂焰心离开工作表面的距离应保持在2mm~4mm焊后沿焊缝两侧100mm范围内进行热锤击.水平止水之间连接时搭接长度大于20mm水平紫铜片与垂直紫铜片连接时搭接长度大于70mm.焊接接头应保证表面光滑、无孔洞和缝隙、并检查是否有漏焊、欠焊等缺陷保证紫铜止水不漏水.
二、紫铜止水与橡胶止水的连接
紫铜止水与橡胶止水的连接一般为垂直连接连接方法采用氯丁胶粘接粘接长度大于70mm粘接前将橡胶止水的凸起割掉形成平面用手挫打毛然后将粘接面涂上氯丁胶进行粘接粘接必须牢固防止裂缝.粘接后将表面用螺栓加铁板进行固定.
铜止水作为水工项目中影响整个项目的重要环节,其质量是整个项目进场检查中的重中之重。进场检查时,需要关注止水铜片是否由紫铜加工生产而成。(由于紫铜止水材料昂贵,不乏有人以铜包钢的形式滥竽充数)检查方法可以直接用磁铁或者通过划痕的形式检验。其次便是检查宽度、厚度以及铜鼻子、止水铜片立腿等尺寸是否符合设计标准。
在购买止水铜片的时候,直接在质量有保证的企业购买,便可省去不少的检查及麻烦。重庆融能公司提供的止水铜片,公司专业加工生产,可提供质检报告以及质量保。
止水铜片接头成型方法及止水铜片的质量控制
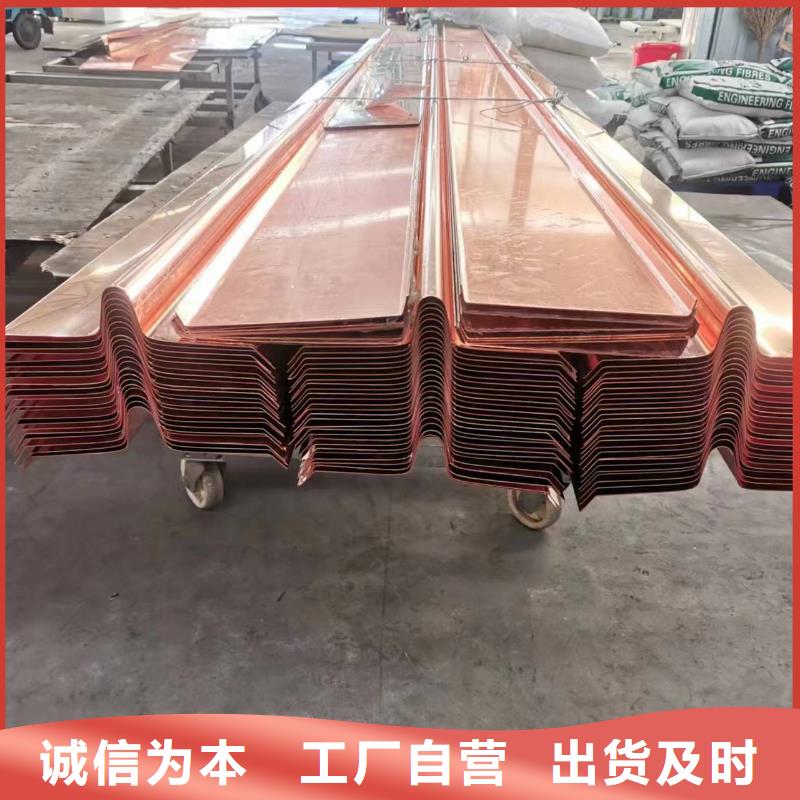
止水铜片接头形状分为:北京止水铜片T型、W型、V型、十字型、Y型、弧型北京止水铜片、L型、H型、F型异型等。
制作方法一
焊接成型:先压制一定长度的定型止水,再根据异型接头形状进行裁割,拼接成所需要的异型接头形状,然后焊接成型。这种制作方法虽然能够达到设计要求,但制作工艺复杂,费时费料,外观质众差。
制作方法二
整体冲压成型:冲压机冲压成型或千斤顶挤压成型。目前在施工中比较传统的止水铜片成型多采用冲压机冲压成型。 止水铜片成型装置具有结构紧凑、安全可靠、生产效率高、产品质量好等优点。
在施工过程中止水铜片的质量控制程序
对每批铜止水带材料进行试验→外观检查验收→加工验收→止水带连接质量检验→安装→混凝土浇筑过程中看护维护→混凝土浇筑完后外路部分的保护质量。
混凝土单元仓号中的止水铜片接头连接质量要求质检人员每仓必须进行密封性检查验收,监理工程师可适时进行抽查密封性检验。
止水铜片的加固定位装置,必须由监理工程师检查认可后,方可进入下一道施工工序。
混凝土浇筑过程中,为避免大骨料在止水带部位集聚,混凝土卸料点须离止水带1.0m以上。如有骨料集聚,人工及时进行分散,并仔细加强振捣,确保止水带结合处混凝土密实。为防止混凝土骨料集中滚落至止水带部位和防止因混凝土侧压力导致止水挤压移位,须合理安排布料和振捣程序,应在靠有止水带的一侧先布料和平仓振捣混凝土。
同时,在靠止水带部位的混凝土平整高度应稍高,以避让在止水带处混凝土的泌水集中,并对止水带处的泌水须及时进行排除。
根据大坝接缝设置止水铜片的主要意义是止水在水压力、接缝位移、外界环境的作用下,确保接缝不渗(漏)水。为此,止水铜片的型式和材料质量是止水发挥作用的重要保证。
止水铜片表面应光滑平整并有光泽,应加强对其外观凹痕、明疤等缺陷的检查,其表面的锈污、油渍等杂物均应清除干净。如有砂眼、钉孔应进行补焊;如有撕裂,应采用与翼缘等宽的母体材料进行双面搭接焊,搭接片长度不小于100mm,且四周接触面均须满焊。
止水铜片 购买紫铜止水的时候,北京止水铜片厂家一般都建议对其进行包装。那么紫铜止水能否不进行包装呢?厂家发出的紫铜止水若未进行加工,则以紫铜带的形式发出;若有加工成型,那么多以止水铜板或铜片的形式放出。止水铜板若不进行包装,那么物流过程中,极可能因为受到其他物品的挤压而产生变形。有时可能影响使用,若变形幅度较小,用工具轻轻恢复形状即可。为了避免变形严重,影响使用,所以建议进行包装。止水铜板的包装均是采用木条钉箱包装,可以有效防止在运输过程中的变形。
止水铜带价格与其他同行止水铜带价格遵循同样的原则,以 整体有色金属开盘价参考,每日调整。今日止水铜带价格需在十点半以后才会有具体报价。如您有需要,可倒时拨打我公司销售电话详询。
止水铜带价格由多方面因素决定,包含铜的储量以及市场加工成本等等,作为止水铜带的原材料,需先对铜矿进行电解得到纯度较高的纯铜或紫铜(因氧化呈紫红色而得名),因此又称紫铜止水。我公司紫铜止水产品根据 标准加工生产,随货提供质检报告以及质量保,可放心购买。
根据前几年止水铜带价格趋势分析,接近年末,止水铜带价格增长可能性大,对于用货量大、已确定止水铜带设计图纸的项目,可提前备货。
铜止水片焊接过程中焊嘴和焊条应做均匀协调的摆动,北京止水铜片以控制熔池的热量适当、形状、大小始终保持一直。而在现场焊接作业过程中常常存在如下问题:焊嘴在沿焊缝纵向移动、横向摆动的同时,为做上下跳动,造成熔池温度过高;焊嘴的倾斜角度为按不同阶段进行适当调整;为按照所需火焰能率的变化改变焊条的位置和填入焊条的速度,造成熔池的形状和大小不一致。因此,焊接过程中焊嘴和焊条运动存在不协调情况,造成熔池热量、形状、大小控制不符合要求,从而影响了焊接质量。
细化焊嘴、焊条运动方向控制方案:焊嘴和焊条的运动包括三种动作:a,沿焊缝的纵向移动,不断地熔化工件和焊条,形成焊缝。B,焊嘴沿焊缝做横向摆动,充分加热焊件,使液体金属搅拌均匀,得到致密性好的焊缝。C,焊条在垂直焊缝的方向送进,并作上下移动,调节熔池的热量和焊条的填充量。在焊接时,焊嘴在沿焊缝纵向移动、横向摆动的同时,还要做上下跳动,以调节熔池的温度。
国标止水铜片,根据《水工建筑物止水材料相关规定》,其物理性能需满足抗拉强度205MPa及以上,延伸率在30%以上,铜含量超过99.9%才可称为国标止水铜片。
北京生产的止水铜片,经质检部门检验合格,属国标产品。且我公司可免费提供质检报告以及质量保障书。同时由于我公司属加工销售一体企业,具有自己的加工生产以及研发团队,因此可批量生产止水铜片,可根据设计大样图免费成型。厂家直销,批量生产,价格优惠,欢迎来电咨询!