






宜昌异型管产量较大幅度增长,作为业内人士,一定要认清产量与需求的关系。我国钢铁行业是充分竞争的行业,是受需求拉动的行业,钢铁产量的高低不由供方来决定,而是取决于市场的需求。
据统计,今年1月~8月,宜昌异型管产量增加了9.1%,增产5546万吨,净出口减少99万吨,增量都用于满足国内钢铁需求,其中2/3用于满足建设领域的需求增量;GDP、工业增加值增幅比之前略有回落,但是基建和房地产投资增速比去年增加。这种超预期的表现极大拉动了钢铁行业的需求,而我国钢铁业满足了国民经济发展中生产建设对钢铁材料的供给要求。如果没有钢铁产量的增长,是无法实现目前的建设规模的,依靠大量进口钢材进行生产建设也肯定是不切实际的。另外,还要防止由于投资和房地产拉动出现违规新增产能;防止一旦经济环境恢复正常,经济转型加快,钢材需求量减少后出现恶性竞争。
宜昌异型管焊接时,钨极从气体喷嘴突出的长度,以4-5mm为佳,在角焊等遮蔽性差的地方是2-3mm,在开槽深的地方是5-6mm,喷嘴至工作的距离一般不超过15mm。
宜昌异型管焊接电弧长度,焊接普通钢时,以2-4mm为佳,而焊接不锈钢时,以1-3mm为佳,过长则保护效果不好。
宜昌异型管为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80-85°角填充焊丝与异型管表面夹角应尽可能地小,一般为10°左右。
宜昌异型管焊接容易受到风的影响,有时微风而产生气孔,所以风速在0.5m/sec以上的地方,都应当采取防风措施。
保护气体一般为二氧化碳气体,气体流量以20-25L/min较适宜。
宜昌异型管采用垂直外特性的电源,直流时采用正极性,焊丝接负极。
宜昌异型管为防止异型管焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。
宜昌异型管焊嘴与异型管间的距离以15-25mm为宜。
宜昌异型管送料装置的中心线与冲压机械的中心线必须设置在同一直线上。如果不在一条直线上,开卷后的材料被送到模具时,相对于模具就是倾斜的,模具内部的材料导向,送料装置的侧面导向等都会发生很大的抵抗,在很大程度上降低送料的精度。
宜昌异型管材料幅度方向的波纹形状一定要小。随着板厚的增加鼓起也会增加,严重时2000mm的长度范围内会有5mm以上的鼓起,这样的材料就不能送料了。
宜昌异型管与表面非常光滑的卷材相比,表面粗糙的钢板和送料装置辊轮间的摩擦系数要高,所以异型管送料精度会相应地得到提高。需要注意的事,粗糙面压延钢板是在冷轧延伸时,在材料表面会形成非常细小的凹凸,这些粗糙的面会造成轧制油的残留,也便于拉深加工。
宜昌异型管市场行情,包括现货市场与期货市场两个方面,均呈现震荡趋强格局,一个重要支撑力量,在于焦炭、废钢、进口铁矿石等冶炼原料价格的持续扬升。
预计今后上述冶炼原料价格居高不下的概率较高。尤其是巴西、印度等铁矿石主产区新冠疫情严重,有可能出现糟糕局面,这就使得未来国际市场铁矿石供应存在很大不确定。而这种不确定性,势必搅动市场情绪,产生市场行情支撑底气。
目前全球多国重启经济,但在疫情并未完全得到有效控制的前提下,经济重启面临疫情反弹风险,复工复产进度偏慢,全球制造业PMI仍处于收缩区间,钢材市场需求仍然不足,导致我国出口量继续下滑。
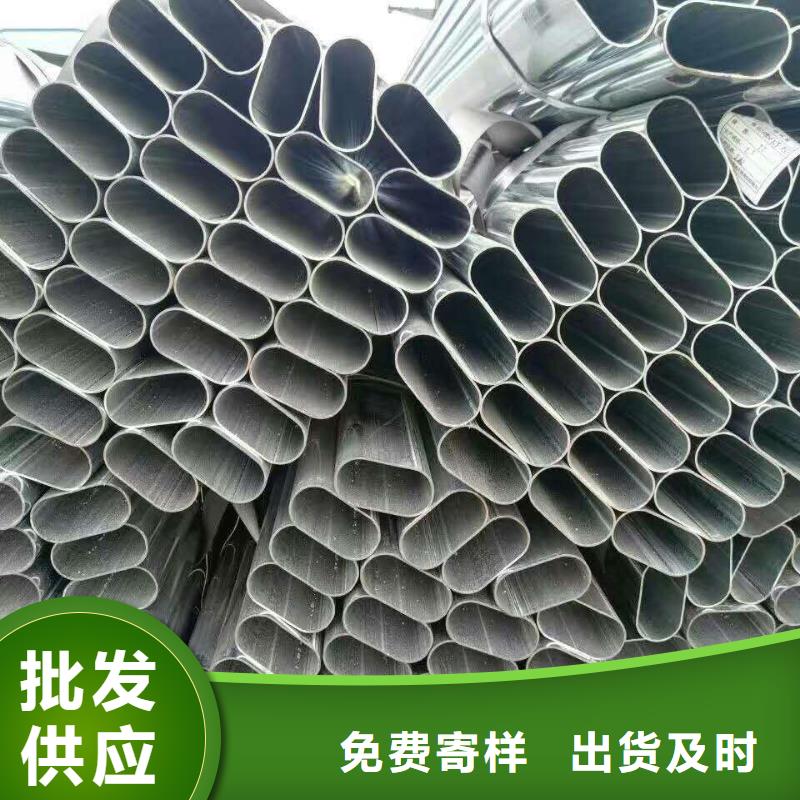
宜昌异型管生产厂家为广大消费者提供更多信息,帮助您更好的选购异型管产品,扇形管产量增长带来的变化有什么?我们一起做下了解吧。