


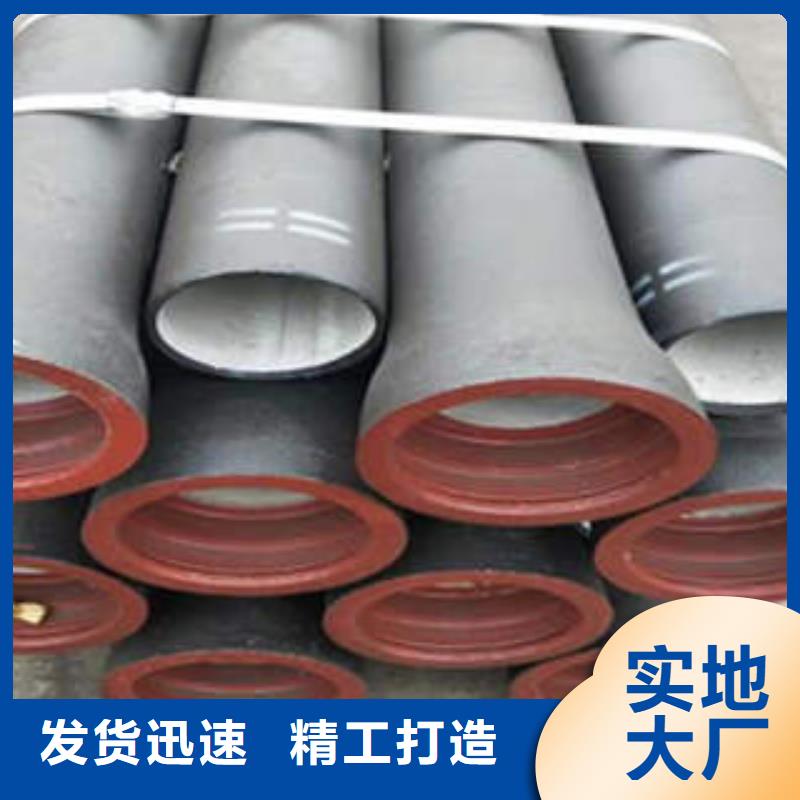


我们的现场实拍视频将带您走进球墨铸铁管,厚壁无缝钢管每一处都是匠心制作产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:贵州黔南球墨铸铁管,厚壁无缝钢管每一处都是匠心制作的图文介绍


产品执行建设部行业标准。 口径范围 DN15--DN1200可带法兰及带压槽涂装 长度 6m、9m、12m及不定尺长度 涂层壁厚 100微米~500微米之间,通常为350微米。 管道接口 丝扣连接、法兰连接、卡箍连接 前处理 化学浸槽法、物理喷砂法 涂层品种热塑性聚乙烯粉末(PE),热固性环氧树脂粉末(EP)等粉末涂料 。采用前处理、预热、内涂装、流平、后处理工艺制成的给水镀锌内涂塑复合钢管,是传统镀锌管的升级型产品。涂塑复合钢管也叫涂塑钢管,在其内表面熔融涂敷上一层塑料层,在其外表面涂敷上塑料层或其他材料防腐层的钢塑复合产品,涂层厚度:PE(改性聚乙烯)涂层厚度为400um—1000um,EP(环氧树脂)喷涂厚度为100um-400um;涂覆方式:PE(聚乙烯)为热浸塑EP;(环氧树脂)为内外喷涂;产品规格:DN15—DN2000,环境温度:-30℃ 至120℃;连接方式:丝扣(DN15-DN100),沟槽(DN65-DN400),法兰(适用任意口径),焊接式,双金属连接,承插、管节、密封连接等。球墨铸铁管



君杰钢管(黔南市分公司)在多年的 焊接钢管经营中以快捷、和完善的售后服务,赢得了广大用户的赞同。在 焊接钢管市场竞争日益激烈的本日,在发挥自身优势的同时,将借鉴成功企业的经验,不断完善自己,合理调整经营策略,力求适应 焊接钢管市场。 我们将坚持质量,信誉至上的宗旨,高层次、高质量、高标准服务于社会。依托完善的现代企业管理和质量体系及先进的质量检测手段,为中外新老客户提供超优质的 焊接钢管产品和服务!


制作两个宽度等于裂纹长度,半径等于铸铁下水管外半径的U型抱箍,先用--毫米厚的橡胶板将管道有裂纹及渗漏水的地方包裹起来,然后用制作好的抱箍将橡胶板与管道紧紧抱紧,这样也可以不再漏水了。
用合好的快干水泥在裂纹及渗漏水之处包磨一层,然后将水泥抹层临时固定,待水泥凝固后去掉固定物即可。
用云石胶(大理石石头专用胶水黏结修补。
下面是球墨铸铁管施工过程中出现漏水情况的解决办法:
管道根底条件不良将致使管道和根底呈现不均匀的沉陷,通常形成部分积水,严峻时会呈现管道开裂或接口开裂。应采纳以下办法:a仔细按规划需求施工,保证管道根底的强度和稳定性。当地基地质水文条件不良时,应进行换土改进处治,以进步基槽底部的承载力 b若是槽底土壤被扰动或受水浸泡,应先挖除松软土层,然后将超挖部分用砂或碎石等稳定性好的资料回填密实。c地下水位以下开挖土方时,应采纳有用办法做好基槽底部排水降水作业保证干槽开挖,必要时可在槽坑底预留0cm~0cm厚土层,待后续工序施工时随挖随关闭,



把表面涂平滑并且加上一些水或覆盖一层湿布,以防水泥干得太快而产生裂纹。心球墨铸铁管的喂线球化工艺是个什么工艺,应该如何做试验,应该如何试验研究呢?今天小编就给您详细介绍一下应该如何试验。 喂线法是将包有合金元素的包芯线直接插到铁液中,生产球铁,喂线机可以预置喂线速度喂线长度等参数,整个球化处理过程可以完全自动化。针对喂线球化中喂线速度铁液成分与喂丝量之间的关系,球化温度包芯线的性能以及球化污染状况等进行了试验。试验工艺流程喂线试验工艺流程。喂线工艺流程Fig Schematic of wire feeding process喂线球化丝线为φ mm,外包皮用厚度为0 mm的低碳薄带钢制作,内含球化材料,它是以螺旋卷状形式供应的。喂线机能把丝线按照一定的速度长度供给球化包。当喂线机速度和长度调整好以后,把盛有加热好铁液的球化包用平板小车运至球化包盖下,盖上包盖,操作喂线机,球化开始。包盖的作用是将球化过程中辐射出的强烈光线遮挡住,并能在很大程度阻止球化时散发热量,以减少球化温差。喂线完毕,待反应结束后,提起包盖,将球化包送出。若球化后取样,快速分析其成分不合格,还可以在短时间内补加丝线。


试压后的工作。试压结束后,应及时拆除盲板节限位设施,排尽系统中的积水。水压试验应注意的事项试验前,想系统充水时,应将系统的空气排尽。试验时,环境温度不应低于℃,当环境温度低于℃时,应采取防冻措施。
试验室,应测试试验温度,严禁材料试验温度接近脆性转变温度。承受内压的地上钢球墨铸铁管及有色金属球墨铸铁管试验压力应为设计压力的倍,埋地钢球墨铸铁管的试验压力应为设计压力的倍,且不得低于0MPa。
当球墨铸铁管与设备作为一个系统进行压力试验时,球墨铸铁管试验压力等于或小于设备的试验压力时,应按球墨铸铁管的试验压力进行试验,当球墨铸铁管试验压力大于设备的试验压力,且设备的试验压力不低于球墨铸铁管设计压力的倍时,经建设单位同意,可按设备的试验压力进行试验。
当球墨铸铁管的设计温度高于试验温度时,试验压力应按下列公式计算:Ps=P[σ]/[σ]式中Ps——试验压力(表压,MPa;P——设计压力(表压,MPa;[σ]——试验温度下,管材的许用应力,MPa;[σ]——设计温度下,管材?。
承受内压的埋地铸铁球墨铸铁管的试验压力,当设计压力小于等于0MPa时,应为设计压力的倍,当设计压力大于0MPa时。应为设计压力加0MPa。对位差较大的球墨铸铁管,应将试验介质的静压记入试验压力中。液体球墨铸铁管的试验压力以点的压力为准,但点的压力不得超过球墨铸铁管组成件的承受力。
试验室,应测试试验温度,严禁材料试验温度接近脆性转变温度。承受内压的地上钢球墨铸铁管及有色金属球墨铸铁管试验压力应为设计压力的倍,埋地钢球墨铸铁管的试验压力应为设计压力的倍,且不得低于0MPa。
当球墨铸铁管与设备作为一个系统进行压力试验时,球墨铸铁管试验压力等于或小于设备的试验压力时,应按球墨铸铁管的试验压力进行试验,当球墨铸铁管试验压力大于设备的试验压力,且设备的试验压力不低于球墨铸铁管设计压力的倍时,经建设单位同意,可按设备的试验压力进行试验。
当球墨铸铁管的设计温度高于试验温度时,试验压力应按下列公式计算:Ps=P[σ]/[σ]式中Ps——试验压力(表压,MPa;P——设计压力(表压,MPa;[σ]——试验温度下,管材的许用应力,MPa;[σ]——设计温度下,管材?。
承受内压的埋地铸铁球墨铸铁管的试验压力,当设计压力小于等于0MPa时,应为设计压力的倍,当设计压力大于0MPa时。应为设计压力加0MPa。对位差较大的球墨铸铁管,应将试验介质的静压记入试验压力中。液体球墨铸铁管的试验压力以点的压力为准,但点的压力不得超过球墨铸铁管组成件的承受力。



