


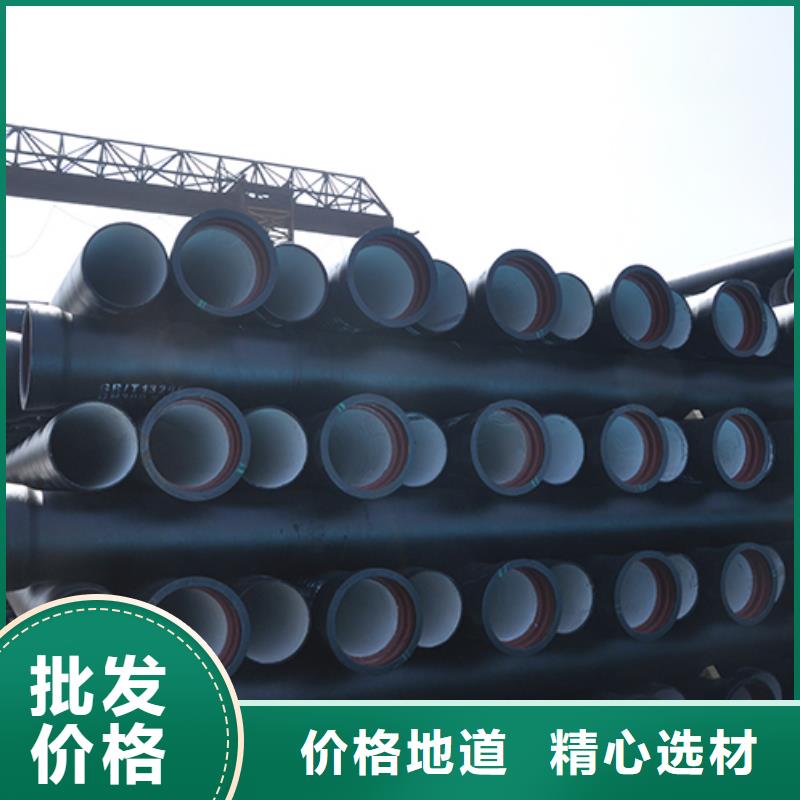



球墨铸铁管厂家的验收标准1、制造球墨铸管所使用的主要材料,其供应厂商通过ISO9002体系的;2、内防腐采用离心法水泥沙浆内衬,要求外表光滑均匀,无裂纹;3、外防腐采用喷锌加涂沥青,喷锌按国际ISO8179标准;4、球墨铸管应符合GB/17219生活饮用水配水设备及防护材料的******性评价标准;5、球墨铸管,管长6M,壁厚采用K9级;6、橡胶圈质量要求及试验方法应分别符合“ISO4633-1996(E)供水、排水管线用接口胶圈”标准。
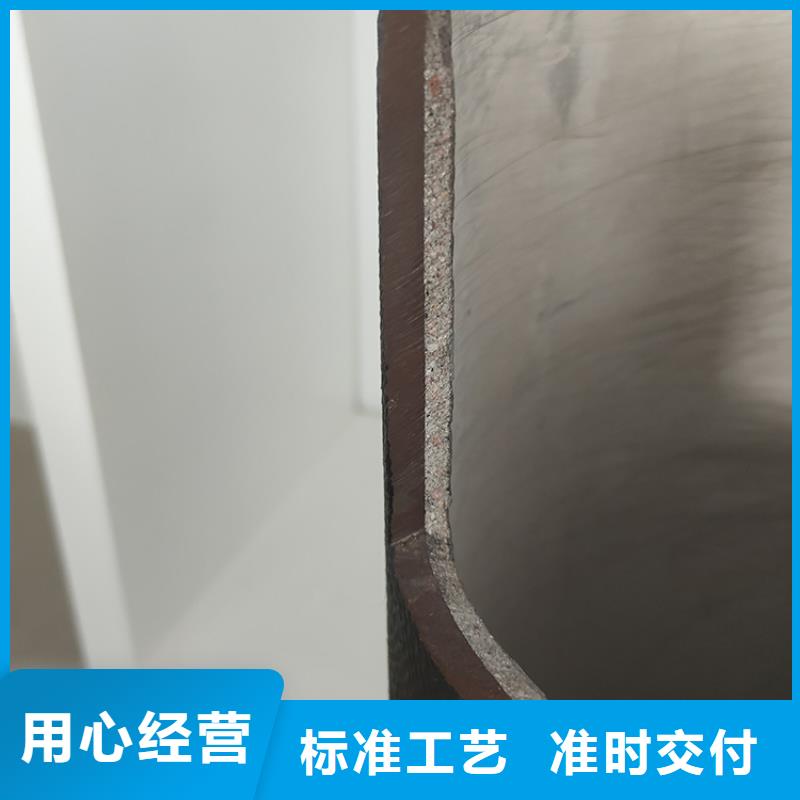
首先,实现球墨铸铁管铸管产品薄壁化,按照新版国际标准ISO-2531标准组织生产,由原来的按管壁厚度标准生产,改为按管道使用压力等级标准生产。这一标准的改变,使铸管生产难度提高,但能够实现完全按用户设计管道使用压力要求提供铸管产品,在完全保证产品使用性能要求的情况下,既减管壁厚度节约了金属,降低成本,节能环保,更重要的是更。 其次,通过技术进步,开发各类内外涂层产品,实现铸管产品由第二代向第三代的升级换代,提高产品的附加值;新兴铸管通过技术进步,开发各类内外涂层产品,实现铸管产品由第二代向第三代的升级换代,提高产品的附加值,成为市场的领跑者。铸管各类内外涂层产品,内涂层主要是满足进一步提高供水清洁度,或满足特殊介质输送(如,海水淡化管网、软水、净水、高腐蚀介质的输送),外涂覆主要为满足各种土壤(酸性、碱性土壤)条件下使用要求,提高管道使用寿命
球墨铸铁管的连接,一般采取将其插口一端插入另一管的一端的承口中。承口呈曲面型,其 边缘向垂直方向延伸成法兰,其上有螺栓孔,在承口与插口之间有一个胶圈,另外 有一截面呈L型的压圈,在压圈的一端有螺栓孔,另一端与胶圈接触,通过螺栓孔 将其固定,形成紧密连接。
但是由于所输送的流体,有相当大的速度,压力和冲击 力,因此在管道的转弯处,由于弯管各部分受到的冲击力不同,不同的部位间就形 成压力差,从而使得弯管的接头产生位移或缝隙,甚至脱开。那如何解决这一难题呢?
解决这一球墨管接头脱开 的问题,一般是采用在弯管的附近建造混凝土固定墩的方法。当流 体冲击弯管时,冲击力就通过管子传至与其连接的混凝土固定墩,将冲击力分散而 使得弯管不发生位移,减少产生缝隙和脱开的可能性。
但是,这种方法,建造固定墩,耗材料多,施工难度大,时间长,建成后长期受到冲击,仍能产生缝隙,久而久之,弯管接头处会产生松脱,甚至泄漏。不知现实中是否有企业已经生产采用球墨铸铁管,弯管连接防脱装置。
目的是提供一种防止球墨铸铁管路的弯管产生缝隙,脱开的弯管连接防脱装置,欢迎大家评论区留言讨论。
1、牌号和化学成分球墨铸铁管用钢的牌号和化学成分应符合GB 3092所规定的黑管用钢的牌号和化学成分。2、制造方法球墨铸铁管的制造方法(炉焊或电焊)由制造厂选择。镀锌采用热浸镀锌法。3、球墨铸铁管及管接头3.1 带螺纹交货的镀锌钢管,螺纹应在镀锌后车制。螺纹应符合YB 822的规定。3.2 钢制管接头应符合YB 238的规定;可锻铸铁管接头应符合YB 230的规定。4、力学性能球墨铸铁管镀锌前的力学性能应符合GB 3092的规定。5、镀锌层的均匀性镀锌钢管应作镀锌层均匀性的试验。钢管试样在硫酸铜溶液中连续浸渍5次不得变红(镀铜色)。6、冷弯曲试验公称口径不大于50mm的镀锌钢管应作冷弯曲试验。弯曲角度为90°,弯曲半径为外径的8倍。试验时不带填充物,试样焊缝处应置于弯曲方向的外侧或上部。试验后,试样上不应有裂缝及锌层剥落同象。7、水压试验水压试验应在球墨铸铁管进行,也可用涡流探伤代替水压试验。试验压力或涡流探伤对比试样尺寸应符合GB 3092的规定。