


联系我们

钢筋笼滚焊机 价格透明
更新时间:2026-05-27 09:50:32 ip归属地:山西,天气:多云,温度:11-25 浏览次数:1 公司名称: 建贸机械设备(山西省分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 36000/台 |
| 发货期限 | 3 |
| 供货总量 | 99 |
| 运费说明 | 物流/专车 |
| 小起订 | 1 |
| 质量等级 | 优 |
| 是否厂家 | 是 |
| 产品品牌 | 河南建贸 |
| 发货城市 | 河南许昌 |
| 产品产地 | 河南许昌 |
| 加工定制 | 是 |
| 产品型号 | RLJ-3000 |
| 可售卖地 | 全国 |
| 产品重量 | 3500kg |
| 产品颜色 | 可定制 |
| 品牌 | 河南建贸 |
| 型号 | RLJ-3000 |
| 加工范围 | 400-3000 |
| 安装尺寸 | 16M*5M |
| 整机质量 | 3500KG |
| 名称 | 钢筋笼绕筋机 |
| 范围 | 钢筋笼滚焊机 供应范围覆盖山西省 太原市、大同市、长治市、晋城市、阳泉市、朔州市、晋中市、运城市、忻州市、临汾市、吕梁市等区域。 |

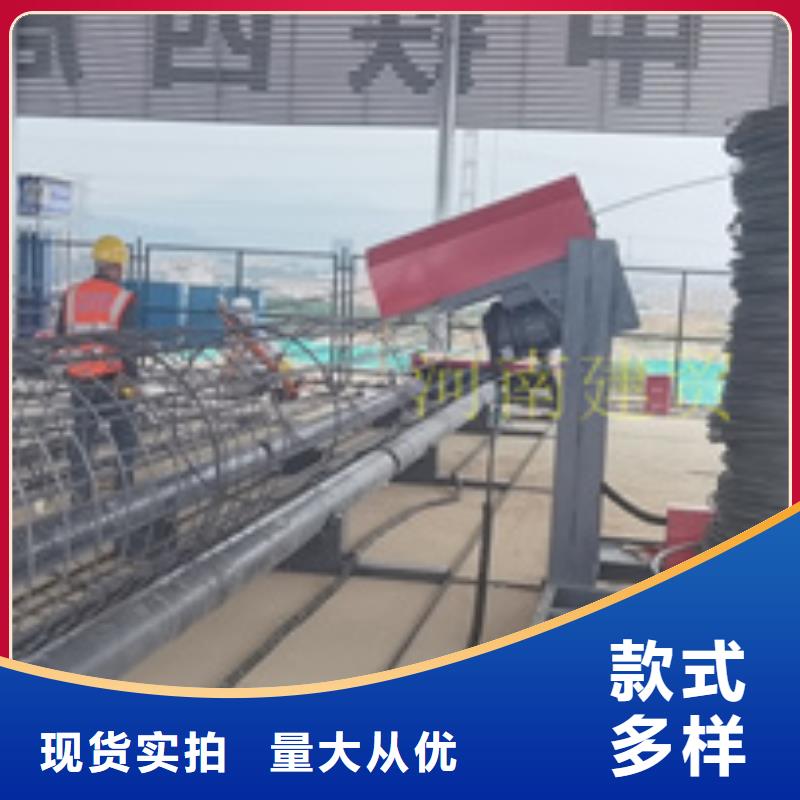
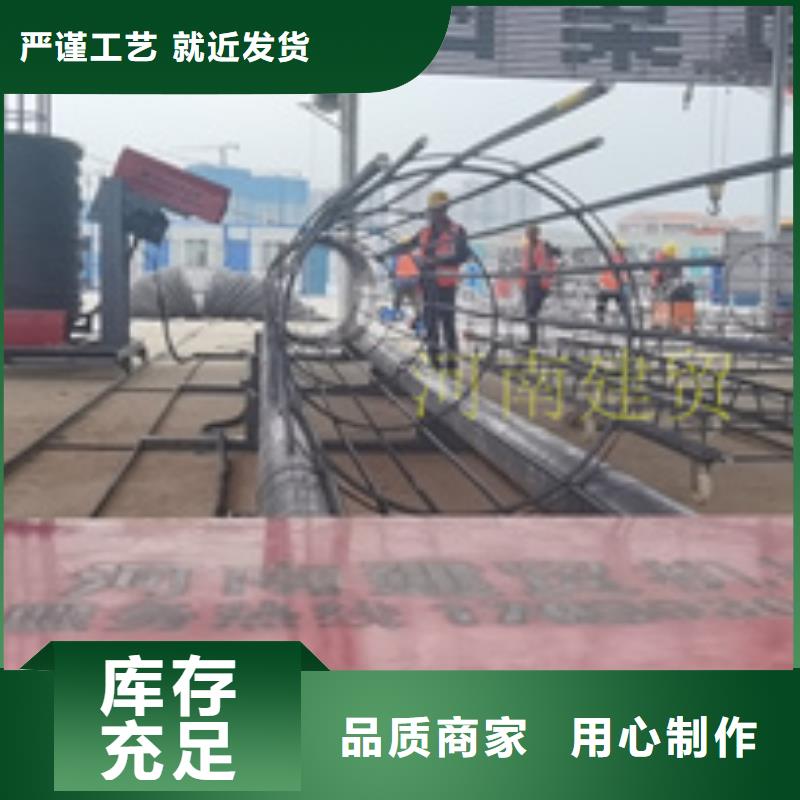

钢筋笼绕筋机的使用说明1.备齐一节钢筋笼所需箍筋按位置平放两胶辊上,将一根主筋抬放于胶辊长度上方,调整好起始尺寸,箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。2.焊完一节主、箍筋,低速转动胶辊,抬第二根主筋焊接。此时按选定生产工艺确定方向,采用卡具(比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向,应注意多根主筋焊好后有可能出现偏重,可将小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。3.圆盘用于缠绕筋存放,绕筋通过放线器连接于骨架,骨架、小车直行,缠绕筋拉动圆盘自行转动。4.调速;按绕筋间距要求的10倍在车轮下方做记号,数钢筋笼转10圈整,测量小车行走距离,变频调速至接近该数值为宜,并记住变频调定值备用。也可直接在钢筋笼上测量与调整要求的间距值。在主机速度确认不变后,根据变频器初始参数0-50均分并计算,可以快时间调到所需数值。确认的一个或几个数值记录备用。场地足够时可以不用小车上的圆盘,在一定距离上将盘圆材料后倒卧放,缠绕筋直接通过放线器进行绕筋工作,也可以用调直机配合使用。工作原理钢筋绕筋机主机是采用传动原理——即钢筋笼平置于2组动力托辊之间转动,小车载着线材平行于主机匀速进行,产地螺旋状绕筋,中施焊(亦可快速缠绕后施焊或绑扎)直至完成生产。产品特点:1、 速度快待工状态2个可全程生产,正常工况3-6人可生产10-20多节钢筋笼。2、 质量稳定机械化作业不受人为因素影响,长时间工作可稳定质量不变。3、 适合各种主筋箍筋数量、形式、型号、大小、长度的设计要求,不会因设备功能而影响钢筋笼设计或不能上机生产。4、 转运便捷组合式设计使搬运、安装、生产等不依赖起重设备,适应工厂化大批量固 定生产和施工现场分散的机业。5、 功耗低总功率不到15KW同步工作不到5KW 节能而且不影响总电容的配比。6、 流水线形式施工不受各工序影响,不间断完成主筋箍筋焊接成型、绕筋施焊等 全部。7、 采用螺纹连接技术可,帮助钢筋笼分解、安装速度。
绕筋机第六步:灌注桩与转动盘分别堵截绕筋;移动盘前移,灌注桩与固定盘分别;松掉主筋与移动盘模版软管的地脚螺栓;移动盘前移,灌注桩与移动盘分别配套设施电动扳手,简洁便当加盟,跋山涉水劳动效率第七步:卸笼,下降液压机支撑卸笼,行吊或人推滚下在如数电焊焊接过程中,为防止灌注桩因重量而变形,需武器装备多个液压机支撑设备专业计划方案的液压系统,采用国内通用性的液压件,耐久度耐用、具有高公差配合第八步:移动盘校准,预备期下个生产循环卸笼后,将移动盘校准,预备期生产下个狗笼。
建贸机械设备有限公司
 为缓解职工劳动效率和施工形象,链条式主筋自动送料机构和自动焊接机械手能够用户选择(不)。为什么不加机械臂?一些灌注桩滚笼机生产厂家为了利益客户去购置,我们不,因为碰焊率低。 本公司是厂家批发钢筋自动滚笼机的生产厂家,生产各种型号规格滚焊机,有1100型,3000型,1800型,2000型,2300型,3000型等型号规格,配置也分标准配置,顶配,低配,所以钢筋自动滚笼机价格都大不一样,具体根据施工工地具体情况不同,需要的钢筋自动滚笼机设备也是不一样的,具体滚笼机价格及需要型号规格情况欢迎拨电话咨询。绕筋机
山西钢筋笼滚焊机
价格透明
建贸机械设备有限公司
建贸机械钢筋带锯床性能特点:1. 现场调试双立柱钢筋带锯床结构锯架导向采用一圆一方导轨导向精度锯削稳 定 可靠.2.锯床传到机构精密平衡校正减 少 振动确保锯带不易断齿、拉齿.3.机部件有1.5米设备底坐;床身、立柱;锯梁和传动机构;导向装置;工件夹 紧 ;张紧装置;送料架;液压传动系 统 ;钢筋带锯床电气控制系 统 ;润 滑 及冷却系 统 。从以前的角度看来,锯切设备就是非常简单的切断的工作,但是随着时代不断的应用,卧式带锯床向着更化、数控化发展,是起点也是契机。加工精度进一步提高。采用先进的变频电动机驱动、精密的滚珠丝杠传动和激光定位方式,配以伺服控制的液压系统,由计算机自动在线监控锯切全过程,锯条速度、进给速度、卡紧力均可做到任意设置、优化组合,由此提高锯床的加工精度。此外,金属锯切的关键技术点--高精度的切割力控制一直是锯床技术研究的重点,德国贝灵格锯床就很好地解决了这一问题。该锯床可实现恒定锯切力控制,保证了锯切不规则截面型材的切削率(切割面积/分钟)恒定。该锯床的加工精度也较高,如切割厚材时,每100mm切割高度的误差仅为0.1mm。绕筋机
为缓解职工劳动效率和施工形象,链条式主筋自动送料机构和自动焊接机械手能够用户选择(不)。为什么不加机械臂?一些灌注桩滚笼机生产厂家为了利益客户去购置,我们不,因为碰焊率低。 本公司是厂家批发钢筋自动滚笼机的生产厂家,生产各种型号规格滚焊机,有1100型,3000型,1800型,2000型,2300型,3000型等型号规格,配置也分标准配置,顶配,低配,所以钢筋自动滚笼机价格都大不一样,具体根据施工工地具体情况不同,需要的钢筋自动滚笼机设备也是不一样的,具体滚笼机价格及需要型号规格情况欢迎拨电话咨询。绕筋机
山西钢筋笼滚焊机
价格透明
建贸机械设备有限公司
建贸机械钢筋带锯床性能特点:1. 现场调试双立柱钢筋带锯床结构锯架导向采用一圆一方导轨导向精度锯削稳 定 可靠.2.锯床传到机构精密平衡校正减 少 振动确保锯带不易断齿、拉齿.3.机部件有1.5米设备底坐;床身、立柱;锯梁和传动机构;导向装置;工件夹 紧 ;张紧装置;送料架;液压传动系 统 ;钢筋带锯床电气控制系 统 ;润 滑 及冷却系 统 。从以前的角度看来,锯切设备就是非常简单的切断的工作,但是随着时代不断的应用,卧式带锯床向着更化、数控化发展,是起点也是契机。加工精度进一步提高。采用先进的变频电动机驱动、精密的滚珠丝杠传动和激光定位方式,配以伺服控制的液压系统,由计算机自动在线监控锯切全过程,锯条速度、进给速度、卡紧力均可做到任意设置、优化组合,由此提高锯床的加工精度。此外,金属锯切的关键技术点--高精度的切割力控制一直是锯床技术研究的重点,德国贝灵格锯床就很好地解决了这一问题。该锯床可实现恒定锯切力控制,保证了锯切不规则截面型材的切削率(切割面积/分钟)恒定。该锯床的加工精度也较高,如切割厚材时,每100mm切割高度的误差仅为0.1mm。绕筋机
 jmc
钢筋笼绕丝机操作过程1、工作台面和钢筋笼绕丝机的工作台面应该保持在一个水平的位置,操作前应当检查钢筋弯箍机的芯轴、成型轴、挡铁轴、可变挡架有无裂纹或损坏,防护罩牢固可靠,经过空机运转确认正常以后,方可对钢筋进行加工。2、操作的过程中要熟悉倒顺开关控制工作盘额旋转方向,钢筋放置要和挡架、工作盘旋转方向相配合,不得放反。3、如果需要改变工作盘的方向必须在停机以后进行,即从正转—停—反转,不允许直接从正转—反转或从反转—正转。4、钢筋弯箍机在运转的过程中严禁更换芯轴、成型轴和变换角度及调速,严禁在运转时加油或清扫。5、对钢筋进行加工时,严禁超过该机器对钢筋加工的直径、根数以及机械转速的规定。6、钢筋笼绕丝机加工的过程中严禁作业半径内和机身不设固定销的一侧站人。弯曲的钢筋加工好以后要堆放整齐,弯钩不得朝上。 1、倘若钢筋弯箍机已经在作业中,这时候更换芯轴与变换角度以及调速等操作,都是被明令禁止的,在此过程中,加油与也是不被允许的。绕筋机2、在对钢筋进行弯曲的时候,不能够超越机械本身所规定的一些硬性参数,比如钢筋的直径要在范围之内,一次加工的钢筋数量也不能超过值,机械的运转速度也不能太大超出运转速度。
jmc
钢筋笼绕丝机操作过程1、工作台面和钢筋笼绕丝机的工作台面应该保持在一个水平的位置,操作前应当检查钢筋弯箍机的芯轴、成型轴、挡铁轴、可变挡架有无裂纹或损坏,防护罩牢固可靠,经过空机运转确认正常以后,方可对钢筋进行加工。2、操作的过程中要熟悉倒顺开关控制工作盘额旋转方向,钢筋放置要和挡架、工作盘旋转方向相配合,不得放反。3、如果需要改变工作盘的方向必须在停机以后进行,即从正转—停—反转,不允许直接从正转—反转或从反转—正转。4、钢筋弯箍机在运转的过程中严禁更换芯轴、成型轴和变换角度及调速,严禁在运转时加油或清扫。5、对钢筋进行加工时,严禁超过该机器对钢筋加工的直径、根数以及机械转速的规定。6、钢筋笼绕丝机加工的过程中严禁作业半径内和机身不设固定销的一侧站人。弯曲的钢筋加工好以后要堆放整齐,弯钩不得朝上。 1、倘若钢筋弯箍机已经在作业中,这时候更换芯轴与变换角度以及调速等操作,都是被明令禁止的,在此过程中,加油与也是不被允许的。绕筋机2、在对钢筋进行弯曲的时候,不能够超越机械本身所规定的一些硬性参数,比如钢筋的直径要在范围之内,一次加工的钢筋数量也不能超过值,机械的运转速度也不能太大超出运转速度。
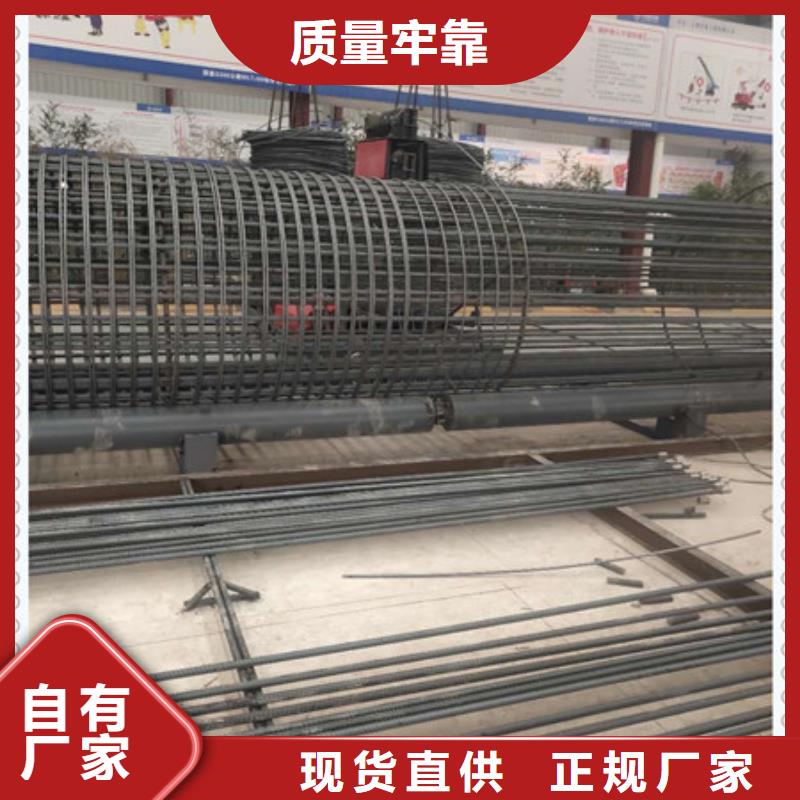
 很多的路桥工程和隧道工程中桩基础工程多。施工方急需一种能够快速生产标准化钢筋笼的设备来解决燃眉之急。钢筋笼绕筋机就是这样一种低成本的半自动化设备。相信还有很多人对钢筋笼绕筋机这种设备感到陌生。今天就来给大家介绍一下什么是钢筋笼绕筋机,以及钢筋笼绕筋机的优缺点。钢筋笼绕筋机是一种专门缠绕钢筋笼外部绕筋的数控设备。施工单位用人工把钢筋笼的主筋和内部加强圈焊接成钢筋笼的大致骨架,然后放到钢筋笼绕筋机上进行绕筋的缠绕钢筋笼绕筋机的主要优缺点:1、钢筋笼绕筋机生产的钢筋笼比人工生产要标准的多。常用桩径的钢筋笼一米的绕筋误差在3cm左右。2、生产速度快。来一米直径的12米长度钢筋笼来说,钢筋笼绕筋机只需要20—30分钟就可以生产完毕。钢筋笼绕筋机是将钢筋矫直、弯曲成型、滚焊成型有序的结合在一起,使得钢筋笼的加工基本上实现机械化和自动化,减少了各个环节间的工艺时间和配合偏差,大大提高了钢筋笼成型的质量和效率,为施工单位创造良好的经济效益和社会效益,是今后钢筋笼加工的发展方向。解决了传统钢筋笼滚焊机内加强筋与内支撑不便于安装的问题,为我国桥梁桩基制造大大提高了效率,可根据客户情况定制设备,可一次性加工30米长度,直径3米以内的钢筋笼,广泛应用于国防、市政的大型高层建筑,高速铁路,高速公路,跨海大桥的沉孔桩等大型基础设施。基本规格是12米单筋、12米双筋,也可以加长,定做周期4到6天。
建贸机械设备有限公司
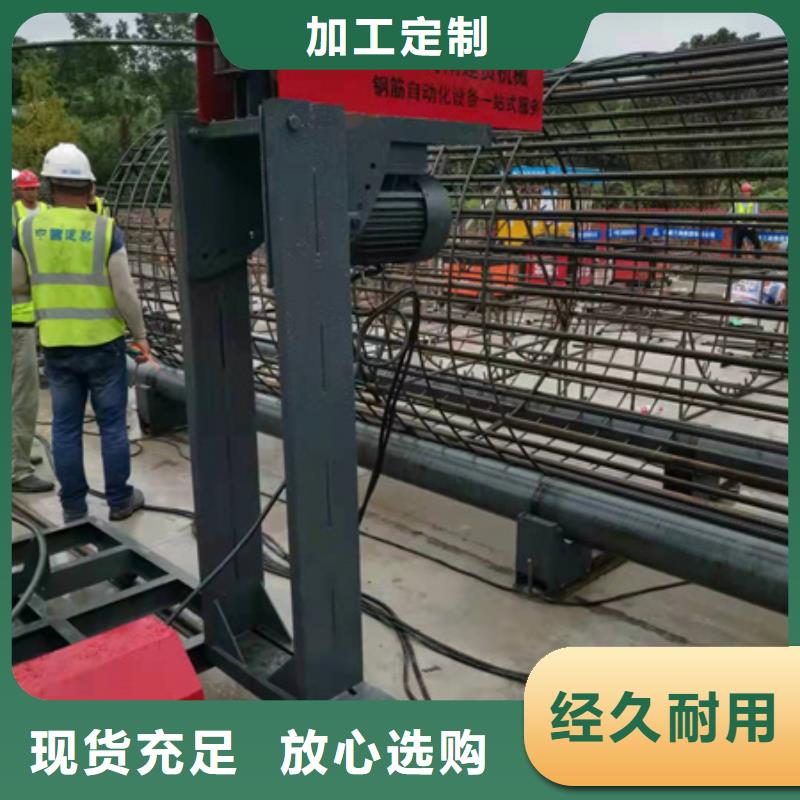
(设定各功能区域,选择钢筋笼生产工艺,确定本机位置) 安装; 1、安装基座;按区域位置铺设中间动力基座,向两边连接其它基座并使其平行,连接螺栓不拧紧螺母,总长直线度≤5cm。 2、机架;共7节机架,安装于基座上并连接螺钉,传动机架安装在动力底座上,固定轴承座全部靠近小车方向。拧紧全部螺母。 传动安装;减速机安装在动力基座电机底板上,安装好链条,过渡链条松紧(指压松边20-50mm为宜),张紧链条尽量绷紧。 钢筋笼生产线操作规程 钢筋笼生产线是多工序、工步同时合生产钢筋笼专业设施,要求所有参与人员必须做到; 1;生产线操作人员必须熟悉本机生产全部工艺 2;绕筋机生产线工作期间不允许非生产人员机械、工件。 3;生产前调试好各机械、部件及。试运行各动、自动功能 4;骨架成后绕筋单人操作,其余人员均为辅助,禁止疲劳、酒后操作,机器运转时禁止抓、握工件。 5;生产中随时处理物件及流动人员,保障生产。 6;设备上拼装骨架,工件时采点动,避免连续转动。 7;绕筋成后必须断开绕筋,推开小车给钢筋笼料让路 8;机械进行、更换机件、时不得开动机器 9;成机机械须有良好保护接地和接零,不允许机器带病工作,保障机械设备始终处于良好工作状态。 10;工作完毕、停工期间清理场地、断开电源、主件遮盖。功能应用主机;含机架、底座、铁辊、传动系统等。需要在设备上制作骨架时(人员少,工作量不足,无机械连接、单节钢筋笼等情况),可按人工制作方式生产,利用胶辊带动骨架转动,可完成全部主、箍筋焊接生产。完工的骨架不下设备,继续进行绕筋工作。??此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,可将小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。
很多的路桥工程和隧道工程中桩基础工程多。施工方急需一种能够快速生产标准化钢筋笼的设备来解决燃眉之急。钢筋笼绕筋机就是这样一种低成本的半自动化设备。相信还有很多人对钢筋笼绕筋机这种设备感到陌生。今天就来给大家介绍一下什么是钢筋笼绕筋机,以及钢筋笼绕筋机的优缺点。钢筋笼绕筋机是一种专门缠绕钢筋笼外部绕筋的数控设备。施工单位用人工把钢筋笼的主筋和内部加强圈焊接成钢筋笼的大致骨架,然后放到钢筋笼绕筋机上进行绕筋的缠绕钢筋笼绕筋机的主要优缺点:1、钢筋笼绕筋机生产的钢筋笼比人工生产要标准的多。常用桩径的钢筋笼一米的绕筋误差在3cm左右。2、生产速度快。来一米直径的12米长度钢筋笼来说,钢筋笼绕筋机只需要20—30分钟就可以生产完毕。钢筋笼绕筋机是将钢筋矫直、弯曲成型、滚焊成型有序的结合在一起,使得钢筋笼的加工基本上实现机械化和自动化,减少了各个环节间的工艺时间和配合偏差,大大提高了钢筋笼成型的质量和效率,为施工单位创造良好的经济效益和社会效益,是今后钢筋笼加工的发展方向。解决了传统钢筋笼滚焊机内加强筋与内支撑不便于安装的问题,为我国桥梁桩基制造大大提高了效率,可根据客户情况定制设备,可一次性加工30米长度,直径3米以内的钢筋笼,广泛应用于国防、市政的大型高层建筑,高速铁路,高速公路,跨海大桥的沉孔桩等大型基础设施。基本规格是12米单筋、12米双筋,也可以加长,定做周期4到6天。
建贸机械设备有限公司
(设定各功能区域,选择钢筋笼生产工艺,确定本机位置) 安装; 1、安装基座;按区域位置铺设中间动力基座,向两边连接其它基座并使其平行,连接螺栓不拧紧螺母,总长直线度≤5cm。 2、机架;共7节机架,安装于基座上并连接螺钉,传动机架安装在动力底座上,固定轴承座全部靠近小车方向。拧紧全部螺母。 传动安装;减速机安装在动力基座电机底板上,安装好链条,过渡链条松紧(指压松边20-50mm为宜),张紧链条尽量绷紧。 钢筋笼生产线操作规程 钢筋笼生产线是多工序、工步同时合生产钢筋笼专业设施,要求所有参与人员必须做到; 1;生产线操作人员必须熟悉本机生产全部工艺 2;绕筋机生产线工作期间不允许非生产人员机械、工件。 3;生产前调试好各机械、部件及。试运行各动、自动功能 4;骨架成后绕筋单人操作,其余人员均为辅助,禁止疲劳、酒后操作,机器运转时禁止抓、握工件。 5;生产中随时处理物件及流动人员,保障生产。 6;设备上拼装骨架,工件时采点动,避免连续转动。 7;绕筋成后必须断开绕筋,推开小车给钢筋笼料让路 8;机械进行、更换机件、时不得开动机器 9;成机机械须有良好保护接地和接零,不允许机器带病工作,保障机械设备始终处于良好工作状态。 10;工作完毕、停工期间清理场地、断开电源、主件遮盖。功能应用主机;含机架、底座、铁辊、传动系统等。需要在设备上制作骨架时(人员少,工作量不足,无机械连接、单节钢筋笼等情况),可按人工制作方式生产,利用胶辊带动骨架转动,可完成全部主、箍筋焊接生产。完工的骨架不下设备,继续进行绕筋工作。??此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,可将小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。