
 泰州pe燃气管堵头、pe燃气管堵头技术参数
<泰州>润星电力管材有限公司
泰州pe燃气管堵头、pe燃气管堵头技术参数
<泰州>润星电力管材有限公司
泰州PE燃气管热熔连接:热熔连接前后,连接工具加热板的两个加热面上的污物应用洁净纱布擦净,以防影响热效率和接头质量。连接时的加热时间、加热温度、保压压力、冷却时间应符合管材、管件生产厂家的规定,保压冷却期间不得移动和施加外力,否则会使还没有达到***大耐压强度的接头不能形成均匀的凸缘,影响接头均匀受压。对接两端要销铣,使两端面的垂直接合良好,保证不错边。否则接触面积减少,强度减弱。泰州PE燃气管电熔连接:电熔连接时应保证电熔工具连接正确,通电电流、通电时间的设置应符合电熔配件要求。电熔承插面要求洁净,销铣两端面垂直接合要好,用刀刮除电熔面的氧化层,并使电熔面打毛,增加接触面。管道插入前要标志好插入长度位置,保证足够长度,保证电熔连接面积,增强连接接头的质量。

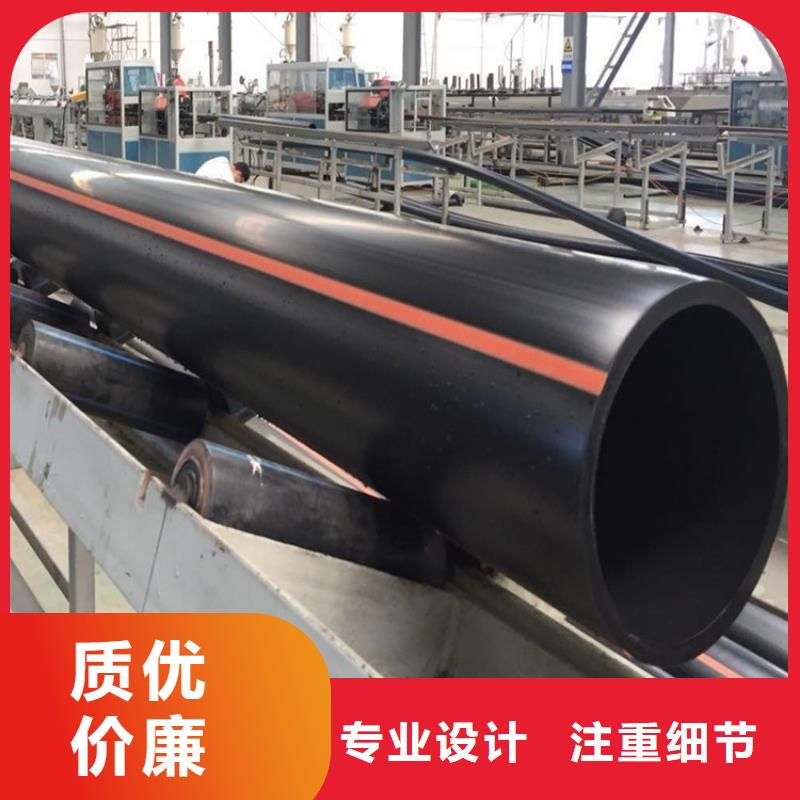
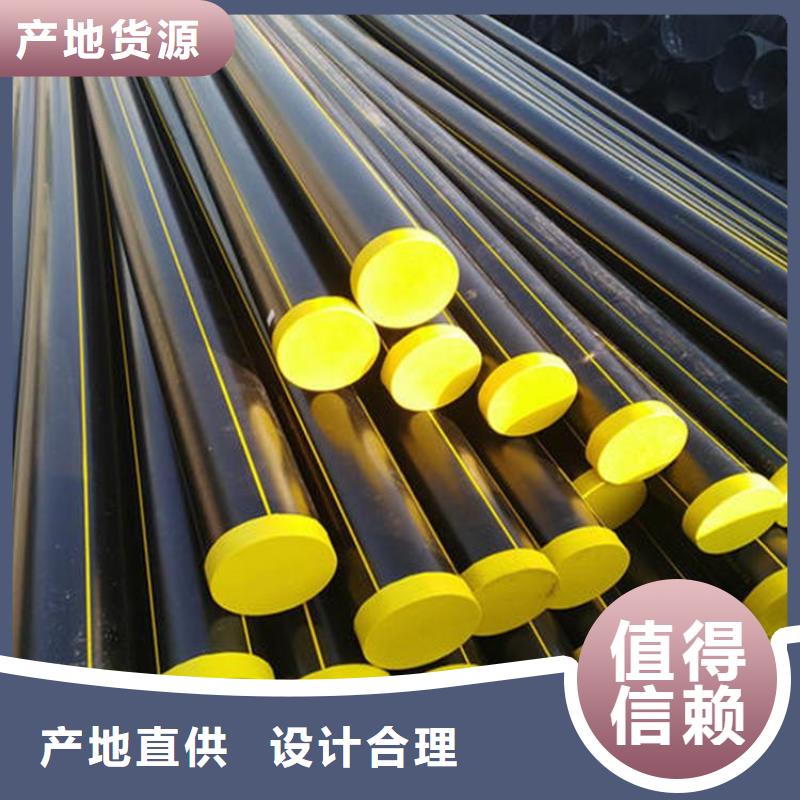
泰州HDPE燃气管材所用的原材料几乎都使用进口原料,主要等级是PE100和PE80。国内还没有大批量生产PE燃气管HDPE燃气管专用料,一般的高密度聚乙烯的强度和硬度都要比燃气管专用料要高一些。但对管材来说,随着时间的推移会产生老化现象,其力学性能和物理性能都会发生衰减,管材将由初始的韧性破坏衰减转变为老化后的脆性破坏。对于衰变老化过程,泰州HDPE燃气管专用料比一般的HDPE要缓慢很多。因此,目前主要使用MDPE用作泰州HDPE燃气管专用料。在有关国际标准ISO04437-1997及GB15558.1标准中低于MDPE燃气管用料都有严格的性能指标要求,以保证在正常情况下使用寿命为50年。
泰州PE燃气管热熔连接不需要额外管件,但对管径、管材有一定的要求,要求管道外径≥90mm或壁厚>6mm,且不同材料级别、不同壁厚、熔体质量流动速率差大于规定值的管材、管件禁止使用热熔对接。热熔焊接缺点是对接比较困难,对操作人员的技术水平要求很高,且热熔焊机体积大,重量大,搬运困难,在管沟内进行热熔连接,管沟需加宽加大。泰州PE燃气管电熔连接方法对管径、管材没有严格要求,可连接不同材料级别及不同壁厚的管材、管件。但需要额外管件,因而增加管道造价,大口径的电熔管件造价相当高。电熔焊机一般为全自动型,操作人员出错的概率相对减小,焊接质量有很好的保证。电熔焊机体积较小,易于搬运,可在管沟沟槽内进行焊接,无须对沟槽特殊处理,施工方便。

泰州PE燃气管必须承受一定的压力,通常要选用分子量大、机械性能较好的PE树脂。一种好的管道,不仅应具有良好的经济性,而且应具备接口稳定可靠、材料抗冲击、抗开裂、耐老化、耐腐蚀等一系列优点,同传统管材相比,其含有2-2.5%的均匀分布的碳黑的聚乙烯管道规定使用年限为50年,且作为燃气管道必须埋设。受温度影响较大,如果环境温度超过其使用范围,那么管道可能会出现提前老化,强度降低,在内部燃气压力作用下出现破坏,从而造成天然气泄漏,危害性极大。连接方式:泰州PE燃气管的连接:电热熔接性:采用专用电热熔焊机将直管与直管、直管与管件连接起来。多用于160mm以下管。热熔对接连接:采用专用的对接焊机管道连接起来,多用于160mm以上管。钢塑连接:可采用法兰、螺纹丝扣等方法连接。
