
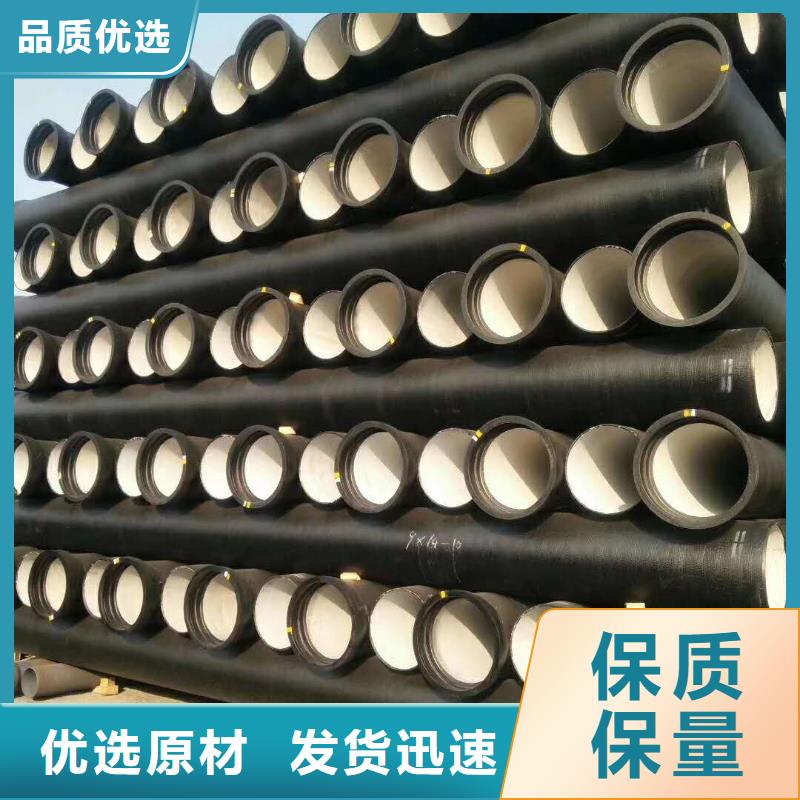




球墨铸铁管厂家主要生产各种规格球墨铸铁管,球墨铸铁管件。我们是球墨铸铁管厂家。我公司产品质量优质,始终坚持和贯彻“质量是企业生存之本,为用户提供满足的产品和服务是我们永恒的追求”的质量方针。
这种材料在生产中容易出现裂纹、双皮和夹渣现象。结果表明:裂纹主要是离心铸造工艺和铸造制度不合理造成的;厚皮与浇注温度和浇注速度有关;夹渣与金属化学元素含量及撇渣处理有关。防控措施如下:改进离心设备,有效防止裂纹应减少铁液在高温下的停留时间,加强孕育效果,特别是带流孕育。孕育剂用量控制在铁水用量的0.1-0.25%;粉末应均匀分布,管模内表面孕育剂用量控制在20-30g / m2。对水冷式金属结晶器离心机冶炼工艺参数进行控制。
球墨铸铁管件在砂箱中可以有不同的放置位置,可采用底注式、侧注式、顶注式、阶梯式等不同的浇注方式,这些浇注方式各有各的特点。浇注系统的设置要考虑到模样在砂箱中摆放的形态,原则是便于填砂紧实,形成合适的凝固方式,本着方便金属液充型和热解产物顺利排出,防止铸型溃散塌箱及粘砂、变形等缺陷,有利于造型时填充型砂。我们根据球墨铸铁管件的结构特点和多年现场生产经验,分别设计了几种浇注系统方案,我们根据管件在砂箱中的具体状态来确定浇注形式:一般采用阶梯式、中注式或顶注式。横浇道和内浇道在球墨铸铁管件管体内壁或承口(或法兰)端面;直浇道设在横浇道的交叉处。直浇道:横浇道:内浇道=1:(4-6
一般气孔内壁光滑,而此类缺陷内壁含有碳黑状物质,呈蜂窝状,成片聚集,经分析认为此缺陷是在铁液充型过程中部分泡沫塑料包裹在铁液中未能排出,待铁液凝固后所形成。应从合理设计浇注系统,使铁液顺畅充型来避免,当形状复杂时,可在形成缺陷处设置排气冒口。
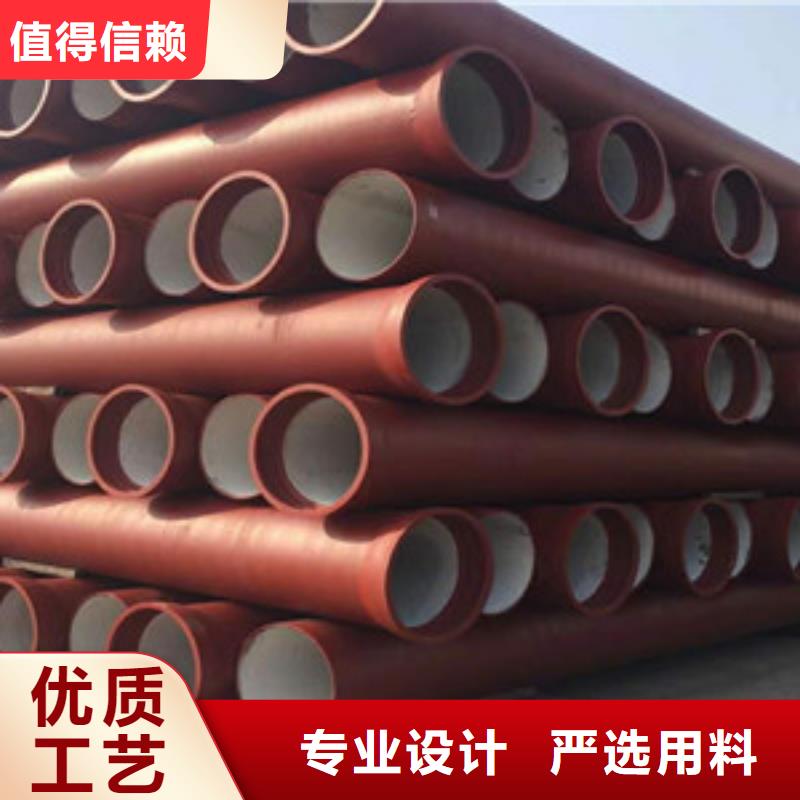
球墨铸铁管来说,到目前为止,锌加沥青的外防腐应是 的也是基本的防护材料。对于腐蚀性较强的地区的管道铺设,可以在基本防护层的基础上,外加聚乙烯膜套,或聚亚安酯涂层,或聚乙烯涂层等形式,来进行特殊保护。 防腐技术的提升,也就证明,或者可以说是一次技术的更新。安装准备:开挖管沟前,首先要考虑回填时沙土能够填充到管底部位,保证受力均匀。挖掘接口处沟槽时,尽量留出相应的操作空间,保证安装连接时操作方便,施工安全。 除特殊情况外,管沟应是直线,沟底应同一平面。用机器挖沟时,沟槽底部应留20cm-30cm厚的土层暂不开挖,应人工清理至标高。 球墨铸铁管行业也又有了一定的改变,

从中间商向终端配送发展成为了大部分铸铁管贸易商的主流业务模式。笔者走访上海宝山球墨铸铁管市场获知,大部分铸铁管贸易商一改原来的中间商身份,早几年便开始为终端配送球墨铸铁管。远离了暴利时代的钢贸圈,若要求生存还需自谋出路。“现在钢贸行业得主动为赚取利润找路子。”一位以做工程项目为主的铸铁管贸易商说道。笔者调查发现,众多铸铁管贸易商做起了与金融相关的贸易,也有部分铸铁管贸易商转型或者转行至其他行业。球墨铸铁管厂家在球墨铸铁管平均价格的基础上适当下调20元~30元/吨,让铸铁管贸易商有一定的盈利空间,目的是吸引铸铁管贸易商向球墨铸铁管厂家订货。对于铸铁管贸易商而言,由于球墨铸铁管价格越来越低,过度囤货也会产生一定的风险,而通过与球墨铸铁管厂家的后结算合作模式,可将风险置于可控范围之中。如此一来,便缓解了因钢价下跌带来的亏损。据透露,该铸铁管贸易商通过球墨铸铁管厂家后结算战略,每月销出的球墨铸铁管达到6000吨~7000吨,风险也降至 。
