





<怒江>建贸机械设备有限公司
用其他方式制作骨架时,考虑骨架存放区布置,更可以采用骨架模具生产骨架。人工生产骨架要注意整体布局,合理安排场地,骨架制作、骨架存放与转运,各工序之间尽可能互不干扰,过程流畅,尽可能实现流水线生产方式。小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。圆盘用于缠绕筋存放,绕筋通过放线器连接于骨架,骨架旋转、小车直行,缠绕筋拉动圆盘自行转动。调速;按绕筋间距要求的10倍在车轮下方做记号,数钢筋笼转10圈整,测量小车行走距离,变频调速接近该数值为宜,并记住变频调定值备用。也可直接在钢筋笼上测量与调整要求的间距值。在主机速度确认不变后,根据变频器初始参数0-50均分并计算,可以快时间调到所需数值。确认的一个或几个数值记录备用。场地足够时可以不用小车上的圆盘,在***距离上将盘圆材料后倒卧放,怒江钢筋笼绕筋机缠绕筋直接通过放线器进行绕筋工作,也可以用调直机配合使用。
 怒江市钢筋笼滚焊机质量保证河南建贸
怒江市钢筋笼滚焊机质量保证河南建贸
在钢筋笼制作流程中应先行制作桁架筋,并应将桁架筋满焊于上下主筋之间。在布置主筋与分布筋时应确保间距均匀顺直。在钢筋笼起吊前应确保所有焊点已焊接,严禁钢筋笼在起吊中发生因缺焊漏焊而钢筋脱落。在钢筋笼制作中应确保主副吊环标高与交底一致。除此之外,安全员应在每次起吊前对吊具进行检查,重点检查钢丝绳的完好情况,挂钩要有卡扣。确保所有吊具规范要求。通过调整吊车四个支点的位置使吊车保持在一个平面上后才能起吊。工地3000型怒江钢筋笼绕筋机的搭接,可采取先搭接主筋再做笼子,或先做成笼子后再进行二节笼子的搭接,先搭接主筋再做笼子:把9米的钢筋通过对焊或套筒连接成9米~29米的主筋,再用滚焊机加工成较长的笼子,先用设备做成9米或12米的标准节,再通过搭接焊或帮条焊的方式,把二节短笼子搭接成为较长的笼子。

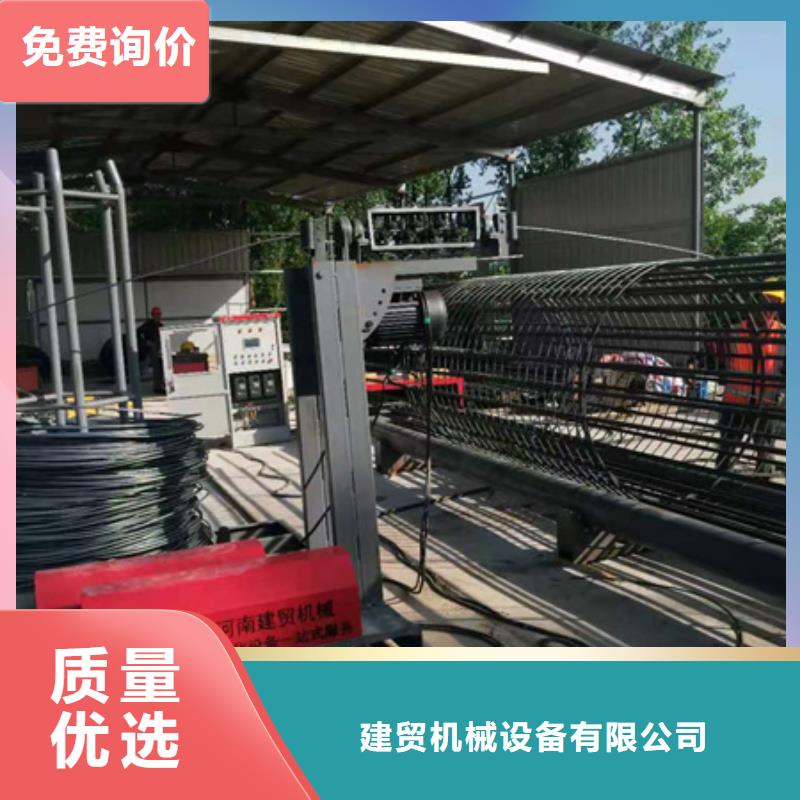
钢筋笼绕筋机钢筋笼滚焊机结构
钢筋笼滚焊机分为:底座、固定车、移动车、分料架、上料架、电动支撑、电控系统、导料架。
钢筋笼滚焊机操作方法
1.上料:人工或用行车将主筋放在支架上,然后启动自动上料装置,将主筋放入分料架内,用行车将盘筋放在放料架上;
2.穿主筋固定主筋:将主筋通过固定旋转盘上的模板孔,再穿入移动旋转盘上的模板孔,并通过移动模板上的夹具将主筋按要求固定;
3. 固定箍筋:将箍筋穿过校直装置,然后焊接在主筋上;
4.开始焊接成型:钢筋笼焊接成型,主筋随着旋转盘旋转,同时,移动旋转盘夹紧并拖着往前移动;这时,绕筋也自动缠绕在主筋上;绕筋间距通过预先设定好的旋转和前移的速度比值实现;

实用新型怒江钢筋笼绕筋机JMRLJ3000型怒江钢筋笼绕筋机用于加工圆形的钢筋笼,长度可以达到30米以上,直径2.5米。钢筋笼周围为螺旋形焊接箍筋,箍筋间距可以由程序预先设定。本设备具有以下优点:(1) 设备只需1-2人操作;(2) 高质量:计算机控制系统可以确保纵向钢筋非常好地处在一条直线上;(3) 计算机控制系统可以控制螺旋筋间距,钢筋笼不会出现扭转现象。(4)设备自动化程度高,加工成型速度快,在同等条件下,机械制作是人工制作产量的3-4倍。加工成本大大降低,采用机械制作,减少2/3以上加工人员。气动电极,自动调节预紧力,预压力相对恒定,较弹簧预压相比,具有电极冲击小,电极磨损小,焊点更加牢固的特点,焊接过程中的飞溅进一步减小,电极寿命进一步得到延长,在自动焊接过程中电极系统保持相同的距离不变,保证焊接电极与电极板的间距及焊接压力相等。
