您的位置>首页 >恩施本地今日News >
热轧不锈钢复合板价格合理的公司
发布时间: 2024-06-20 15:23:16 浏览次数:1
以下是:热轧不锈钢复合板价格合理的公司的产品参数
| 产品参数 |
|---|
| 产品价格 | 9.9/kg |
|---|
| 发货期限 | 7天 |
|---|
| 供货总量 | 99999999 |
|---|
| 运费说明 | 电议 |
|---|
| 最小起订 | 3吨 |
|---|
| 质量等级 | A级 |
|---|
| 是否厂家 | 是 |
|---|
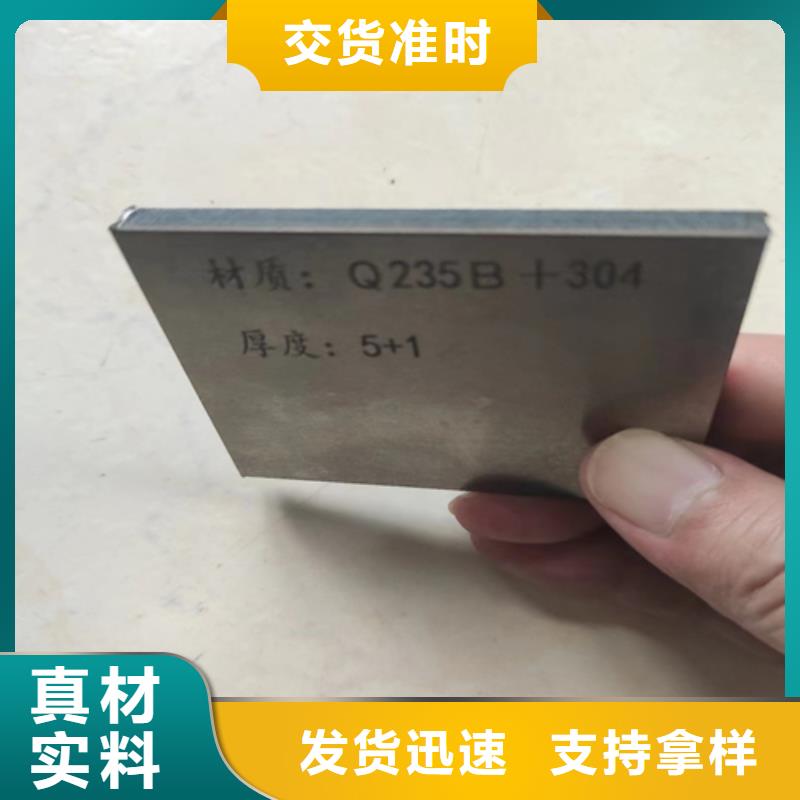
| 产品材质 | 齐全 |
|---|
| 产品品牌 | 惠宁 |
|---|
| 产品规格 | 齐全 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 山东 |
|---|
| 加工定制 | 是 |
|---|
| 产品型号 | 齐全 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品重量 | 过磅 |
|---|
| 产品颜色 | 工业色 |
|---|
| 质保时间 | 1年 |
|---|
| 外形尺寸 | 电议 |
|---|
| 适用领域 | 化工钢模压力容器 |
|---|
| 是否进口 | 否 |
|---|
| 质量认证 | 已认证 |
|---|
| 产品功率 | 国标范围 |
|---|
| 工作温度 | 国标范围 |
|---|
以下是:热轧不锈钢复合板价格合理的公司的图文视频
导读 热轧不锈钢复合板价格合理的公司,湖北省恩施市惠宁金属制品有限公司为您提供最新热轧不锈钢复合板价格合理的公司产品案例,联系人:李经理,电话:18865237376、18865237376,QQ:243000078,发货地:聊城经济开发区发货到恩施。
湖北省,恩施土家族苗族自治州 恩施州属亚热带季风性山地湿润气候;海拔落差大,小气候特征明显,垂直差异突出,“一山有四季,十里不同天”;年均气温16.2℃,年平均降水量1600毫米。地处武汉和重庆两大“火炉”之间,是最适宜人类居住的地区之一。
恩施不锈钢复合板 316L不锈钢复合板生产厂家,快速不摆动焊接,过渡层焊接完成后,用砂轮机清理干净药皮及表面,再用A022(Φ3.2)焊条焊接复层,焊接电流90-110A,焊接电压20-22V,可轻微摆动。
4、检验
4.1、焊接完成后,应按JB4730《压力容器无损检测》的要求进行局部射线检测,检测比例为各条焊接接头长度的,以Ⅱ级合格。复层焊接接头应进行着色探伤检查,焊接接头表面不得有明显的裂纹、夹渣、气泡等表面缺陷。
4.2、设备检验合格后,对所有不锈钢表面焊缝进行酸洗钝化处理。公司接某项目部委托制造的设备主筒体使用不锈钢复合钢板材料,由于材质的特殊性,在下料、卷制和焊接要求与普通材质的技术要求不论在难度上还是在技术要求上都很高。为保证工程保质保量完工,特编写施工技术方案。
二、编写依据
⑴《钢制压力容器焊接工艺评定》JB/T4708-2000
⑵《钢制压力容器焊接规程》JB/T4709-2000
⑶ 焊接工艺评定:


总结 选购热轧不锈钢复合板价格合理的公司来湖北省恩施市找湖北省恩施市惠宁金属制品有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:李经理-18865237376,{QQ:243000078},地址:经济开发区。