




水下氧-火焰切割法一般 适用于切割低碳钢、低合金钢等易氧化的材料,水下堵漏不适用于切割不锈钢及除钛之外的有色金属,最适宜切割的厚度范围为10~40mm。
切割薄板较为困难,是因为薄板在水中的冷却速度比厚板快得多,很难预热到燃点。板厚超过40mm时,虽然也能切割,但操作技术要求较高。
水下堵漏
药皮焊条切割虽然切口质量较差,但运用广泛。水下堵漏水下堵漏既可切割低碳钢及低合金钢,也可切割不锈钢及有色金属,特别适合于切割6mm以下的薄板。
切割厚板时困难一些,需要选用拉锯的操作方式使焊条在切口内来回拉锯,便于将熔化金属除掉。熔化极水喷射切割是一金属纯熔化过程,可用于切割黑色金属和有色金属。
水下切割工程主要有水下
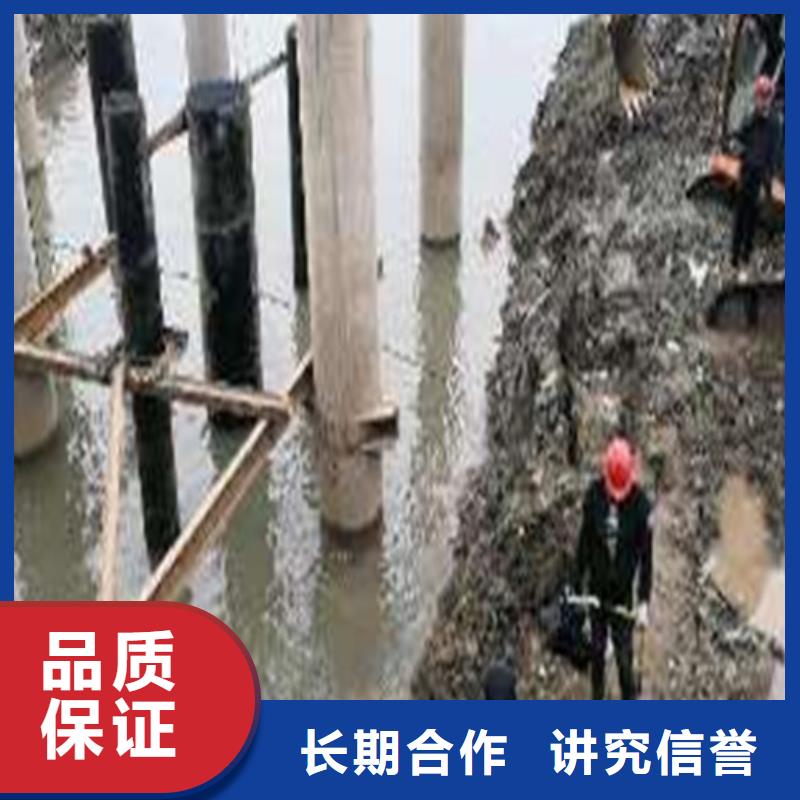
水下施工溅或流动范围内(6)潜水切割人员与水面支持人员之间要有通讯装置,当一切准备工作就绪,在取得支持人员同意后,焊割人员方可开始作业。(7)从事水下切割工作,必须由经过专门培训并持有此类工作许可证的人员进行。水下拆除施工在进行时所需要的要求比较的严格,在质量要求方面非常的高,更重要的就是 对方面也是相当的关注。现在小编要为各位分析的就是水下拆除施工与水下切割的质量把控的重要措施。水下拆除在施工中按设计和“技术规格书”要求精心施工,按《航道整治工程质量检验评定标准》进行检评,进行检验,严把工序质量关。施工管理-按照和执行 及相关部委或地方的有关规范、要求严格执行文件规定,按程序实施过程质量控。 
进行清淤在施工清淤时间对上游首要拾掇的查看井进行封堵,以防上游的淤泥流入管道或轻贱施工时间对管道进行充水时流入上游查看井和管道中。 1)起割点的操作一般水下施工的切割过程大多是从被切割工件的边缘到底座,直到被截取;然而,由于结构特征或环境限制,有必要从底部进行初步切割。从工件边缘切割时,首先,切割条的末端接触工件边缘,并与切割面成直线,使切割条的内孔骑在工件边缘,然后通电起弧。更好用接触法引弧,初期更好不要移动切割条,待工件边缘形成凹口后再逐渐向底座移动,初期正常切割;也可以在边缘附近击打(沿直线距离边缘不得超过10毫米)。打完弧后会敏感地向边缘移动,使边缘口形成一个缺口,然后逐渐向底部切割。
表面离开约2~3mm,保持与工件垂直,然后,沿切片线均匀地向前方移动,维持电弧不消失,操作方法如图5(b)所示。该方法适用于厚度5mm以下的薄钢板的水中切割。潜水员在水中很难保持身体的稳定,所以电弧很难稳定。另外,切断品质也比支持切断法稍低,因此在实用上不怎么采用维电弧切断法。
加深切割的方法是指,在开始切割形成后的切割过程中,继续在狭缝中加入狭缝,加深狭缝,直到切下工件为止,这样来回移动,总有 工件会切断。此方法适用于支撑切割法中不易同时开裂的厚板和层压板。操作时切片的上下移动,为了维持电弧的稳定燃烧,必须协调均匀。
不同位置的水中电弧氧切割技术
根据切割工件和结构在水中的位置,可将水下电焊-氧切割
