


丽江
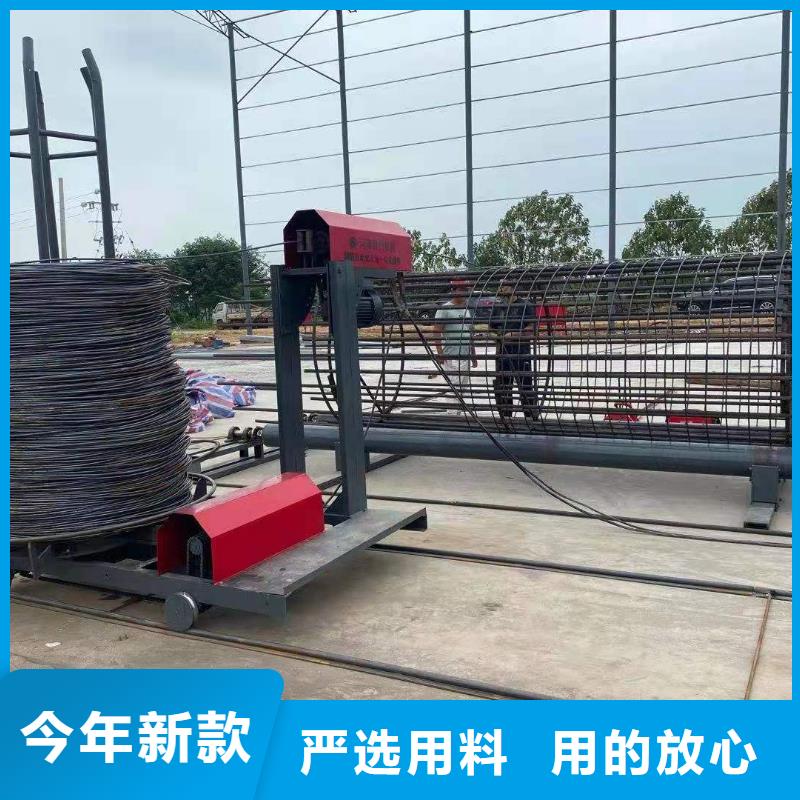
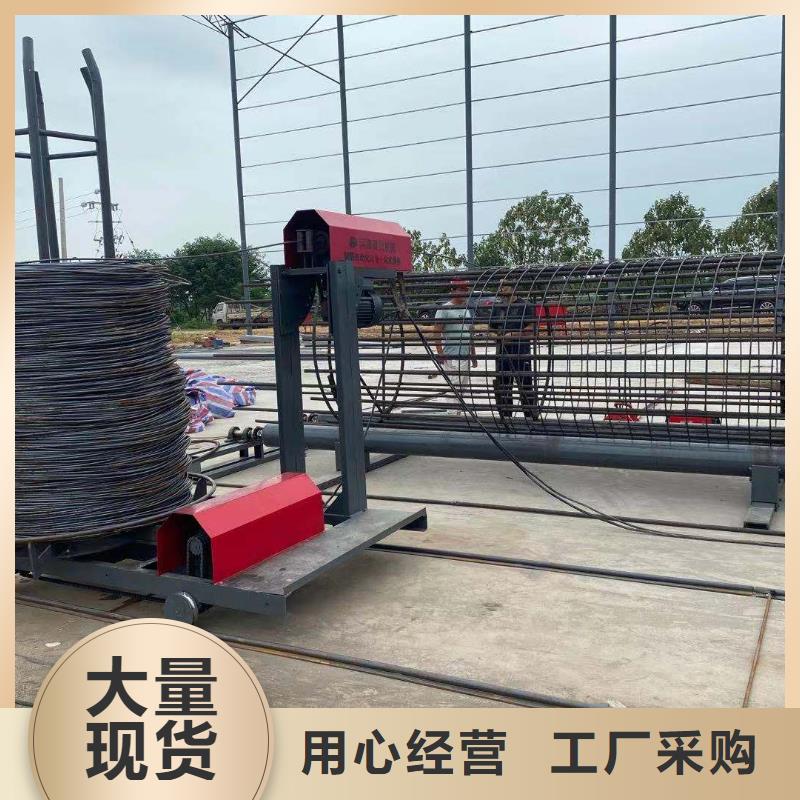
立式钢筋弯曲中心批发
建贸机械设备有限公司
 钢筋笼绕筋机具有以下特点:
对中性好、性能稳定、接头强度高。
全自动箍筋弯曲机的结构原理:
同批钢筋套筒连接丝头螺纹长短偏差加大电机是否烧掉或进水使用6个月后应给各轴承加一次黄油压下行程开关注意防水钢筋笼绕筋机价格工质量高螺纹表面光滑连接质量稳定可靠松手就不吸合(绿按钮正常)检查靠着断路器的接触器上面的线(互锁线)是否接好。
钢筋笼绕筋机优势:
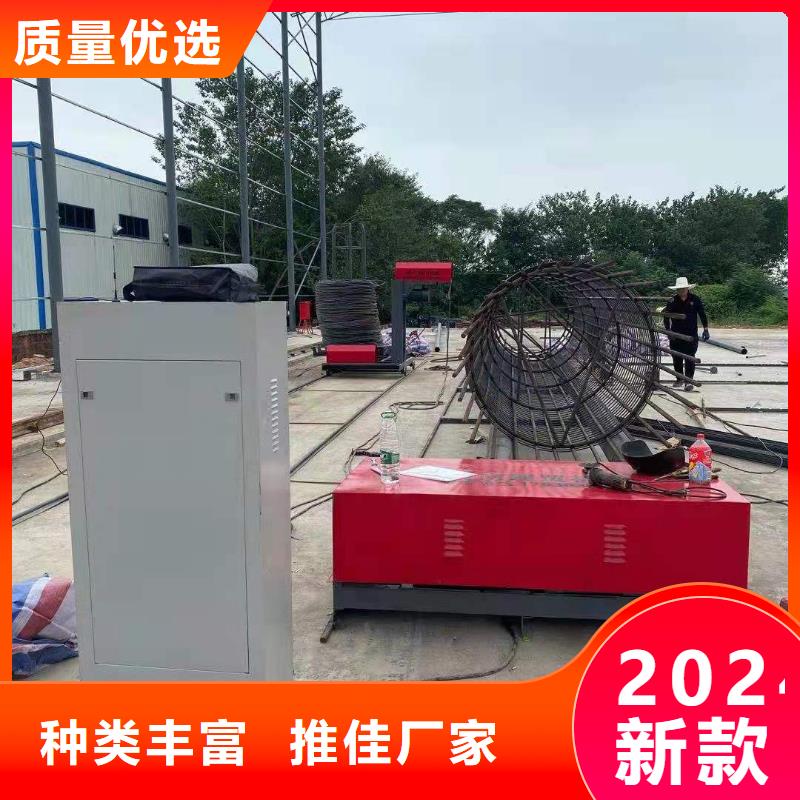
采用ABB、Panasonic等进口电控元器件,确保设备运行稳定;
设备程序领先,操作简单、人性化,单人可作业;
钢筋笼直径误差控制精准,可达到极限偏差要求;
主筋间距误差小,能控制在1cm之内;
一米之内盘筋间距误差可控制在5mm以内;
配备二氧化碳保护焊,耗材损耗量少;
可生产双盘筋、双主筋高要求钢筋笼产品;
流水线作业,每班3人即可正常生产钢筋笼;
套筒连接及对焊连接的主筋可直接上设备生产;
自动上料,减少工人劳动强度;
单段不超过12米,吊装、运输方便;
零部件设计寿命长,备件更换简单快捷;
钢筋笼绕筋机的使用说明:
1.备齐一节钢筋笼所需箍筋按位置平放两胶辊上,将一根主筋抬放于胶辊长度上方,调整好起始尺寸,竖直箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。
2.焊完一节主、箍筋,低速转动胶辊,抬第二根主筋准备焊接。此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,可将小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。
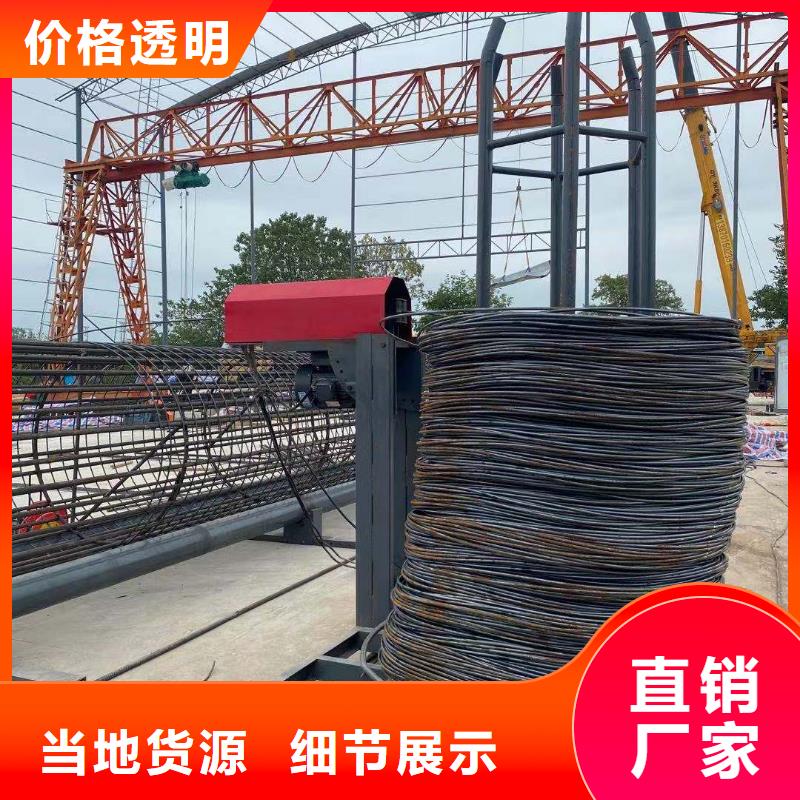
3.圆盘用于缠绕筋存放,绕筋通过放线器连接于骨架,骨架旋转、小车直行,缠绕筋拉动圆盘自行转动。
4.调速;按绕筋间距要求的10倍在车轮下方做记号,数钢筋笼转10圈整,测量小车行走距离,变频调速至接近该数值为宜,并记住变频调定值备用。也可直接在钢筋笼上测量与调整要求的间距值。
在主机速度确认不变后,根据变频器初始参数0-50均分并计算,可以快时间调到所需数值。确认的一个或几个数值记录备用。场地足够时可以不用小车上的圆盘,在一定距离上将盘圆材料后倒卧放,缠绕筋直接通过放线器进行绕筋工作,也可以用调直机配合使用。
钢筋笼绕筋机具有以下特点:
对中性好、性能稳定、接头强度高。
全自动箍筋弯曲机的结构原理:
同批钢筋套筒连接丝头螺纹长短偏差加大电机是否烧掉或进水使用6个月后应给各轴承加一次黄油压下行程开关注意防水钢筋笼绕筋机价格工质量高螺纹表面光滑连接质量稳定可靠松手就不吸合(绿按钮正常)检查靠着断路器的接触器上面的线(互锁线)是否接好。
钢筋笼绕筋机优势:
采用ABB、Panasonic等进口电控元器件,确保设备运行稳定;
设备程序领先,操作简单、人性化,单人可作业;
钢筋笼直径误差控制精准,可达到极限偏差要求;
主筋间距误差小,能控制在1cm之内;
一米之内盘筋间距误差可控制在5mm以内;
配备二氧化碳保护焊,耗材损耗量少;
可生产双盘筋、双主筋高要求钢筋笼产品;
流水线作业,每班3人即可正常生产钢筋笼;
套筒连接及对焊连接的主筋可直接上设备生产;
自动上料,减少工人劳动强度;
单段不超过12米,吊装、运输方便;
零部件设计寿命长,备件更换简单快捷;
钢筋笼绕筋机的使用说明:
1.备齐一节钢筋笼所需箍筋按位置平放两胶辊上,将一根主筋抬放于胶辊长度上方,调整好起始尺寸,竖直箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。
2.焊完一节主、箍筋,低速转动胶辊,抬第二根主筋准备焊接。此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,可将小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。
3.圆盘用于缠绕筋存放,绕筋通过放线器连接于骨架,骨架旋转、小车直行,缠绕筋拉动圆盘自行转动。
4.调速;按绕筋间距要求的10倍在车轮下方做记号,数钢筋笼转10圈整,测量小车行走距离,变频调速至接近该数值为宜,并记住变频调定值备用。也可直接在钢筋笼上测量与调整要求的间距值。
在主机速度确认不变后,根据变频器初始参数0-50均分并计算,可以快时间调到所需数值。确认的一个或几个数值记录备用。场地足够时可以不用小车上的圆盘,在一定距离上将盘圆材料后倒卧放,缠绕筋直接通过放线器进行绕筋工作,也可以用调直机配合使用。
 您可以联系我一站式采购:钢筋笼绕筋机、钢筋带锯床、钢筋弯箍机、数控钢筋弯圆机、数控弯箍机、钢筋加工中心、五机头钢筋弯箍机、钢筋调直机,钢筋切断机,钢筋弯曲机,钢筋弯箍机,钢筋弯弧机,钢筋镦粗机,钢筋直螺纹滚丝机,我公司将以高超的技术和良好的质量为您提供优质服务,欢迎广老客户随时选购。
您可以联系我一站式采购:钢筋笼绕筋机、钢筋带锯床、钢筋弯箍机、数控钢筋弯圆机、数控弯箍机、钢筋加工中心、五机头钢筋弯箍机、钢筋调直机,钢筋切断机,钢筋弯曲机,钢筋弯箍机,钢筋弯弧机,钢筋镦粗机,钢筋直螺纹滚丝机,我公司将以高超的技术和良好的质量为您提供优质服务,欢迎广老客户随时选购。

 钢筋笼滚焊机各个环节是如何操作的,对于要怎么操作的问题,本公司生产的数控钢筋笼滚焊机厂商价格优惠,具体让小编带大家共同了解一下!
1.设备安装调试。在数控钢筋笼滚焊机安装时,主要考虑钢筋笼的大小、同排主筋数量、主筋的间距、箍筋的间距等因素,固定盘和移动盘的螺栓数量和间距由设计图纸中钢筋笼直径、主筋数量和间距来控制,拖动系统的行走速度由箍筋间距来决定,钢筋笼旋转一周,移动盘向前行走距离为箍筋绕主筋一周的长度。
2.上料。把主筋安放到主筋料架上,每次安放主筋的数量符合设计图纸中钢筋笼主筋数量要求;把圆盘箍筋安放到箍筋料架上,并让箍筋穿过箍筋矫直机构。
3.穿筋、固定。主筋通过分料盘穿过固定盘到移动盘,并在移动盘对其进行固定,主筋的间距符合设计图纸要求,按照设计图纸的要求,把加工好的加强钢筋箍放到主筋笼内。起始焊接。将箍筋和主筋交叉焊接固定,箍筋并排连续绕两圈,并与主筋焊接牢固。
4.正常焊接。数控钢筋笼滚焊机 绕筋机分料盘和固定盘同步旋转,使箍筋连续在主筋上缠绕,并进行焊接;同时移动盘按照箍筋间距设置的参数,在拖动系统下缓慢向前移动,并按照设计要求,对加强钢筋箍进行定位焊接。
5.终止焊接。一节钢筋笼箍筋焊接完成后,终止焊接作业。
6.切断箍筋。根据一节钢筋笼箍筋预留的长度,把箍筋切断。
7.分离固定盘。向前移动加工完成的钢筋笼,使钢筋笼和固定盘完全分离。
8.松筋。松开数控钢筋笼滚焊机固定主筋和移动盘的螺栓。
9.分离移动盘。移动加工好的钢筋笼,使钢筋笼和移动盘完全分离。
10.卸笼。把加工好的钢筋笼移离支撑架,并把钢筋笼垫高覆盖。
11.降下支撑架。降下支撑架使其归位。
12.移动盘归位。移动盘归位,准备生产下一节钢筋笼。
数控钢筋弯箍机 绕筋机使用的时候,遇到出现了不正常工作情况是什么原因造成的,作为数控弯箍机订制厂商让小编带大家共同了解一下数控钢筋弯箍机出现不正常工作的原因有哪些!
1、当数控钢筋弯箍机工作时,达不到需要的弯度时,检查切断用高压情况,如切断高压有异常,应对照说明书调整压力大小;检查上下dao间隙是否存在过大的情况,如发现有异,应将其调整至0.2毫米左右即可;
2、检查机械性能是否良好、工作台和弯曲机台面保持水平;弯曲钢筋时,严禁加工超过机械规定的钢筋直径、根数及机械转速。转盘换向时,须在停稳后进行。作业完毕、清理现场、保养机械、断电锁箱。
3、检查延时断开时间、继电器时间是否存在调整短的现象,如发现有异,应将其设定在0.2~0.4秒;检查是否待弯箍钢筋的强度过高,用户可用以前弯箍过的钢筋在机器上重切一次,以便分辨待切断钢筋的强度大于750N。
4、按加工钢筋的直径和弯箍机的要求装好芯轴,成型轴,挡铁轴或可变挡架,芯轴直径应为钢筋直径的2.5倍。检查芯轴,挡块、转盘应无损坏和裂纹,防护罩紧固可靠,经空机运转确认正常方可作业。
5、数控钢筋弯箍机不工作时,检查电磁换向阀是否存在损坏或内有杂物,如发现损坏,应对其进行更换,若是发现内有异物,拆卸下后对其进行清洗即可;检查交流接触器(KA2)是否存在开点烧坏的情况,若发现上述问题,可对其进行维修或更换。
钢筋笼滚焊机各个环节是如何操作的,对于要怎么操作的问题,本公司生产的数控钢筋笼滚焊机厂商价格优惠,具体让小编带大家共同了解一下!
1.设备安装调试。在数控钢筋笼滚焊机安装时,主要考虑钢筋笼的大小、同排主筋数量、主筋的间距、箍筋的间距等因素,固定盘和移动盘的螺栓数量和间距由设计图纸中钢筋笼直径、主筋数量和间距来控制,拖动系统的行走速度由箍筋间距来决定,钢筋笼旋转一周,移动盘向前行走距离为箍筋绕主筋一周的长度。
2.上料。把主筋安放到主筋料架上,每次安放主筋的数量符合设计图纸中钢筋笼主筋数量要求;把圆盘箍筋安放到箍筋料架上,并让箍筋穿过箍筋矫直机构。
3.穿筋、固定。主筋通过分料盘穿过固定盘到移动盘,并在移动盘对其进行固定,主筋的间距符合设计图纸要求,按照设计图纸的要求,把加工好的加强钢筋箍放到主筋笼内。起始焊接。将箍筋和主筋交叉焊接固定,箍筋并排连续绕两圈,并与主筋焊接牢固。
4.正常焊接。数控钢筋笼滚焊机 绕筋机分料盘和固定盘同步旋转,使箍筋连续在主筋上缠绕,并进行焊接;同时移动盘按照箍筋间距设置的参数,在拖动系统下缓慢向前移动,并按照设计要求,对加强钢筋箍进行定位焊接。
5.终止焊接。一节钢筋笼箍筋焊接完成后,终止焊接作业。
6.切断箍筋。根据一节钢筋笼箍筋预留的长度,把箍筋切断。
7.分离固定盘。向前移动加工完成的钢筋笼,使钢筋笼和固定盘完全分离。
8.松筋。松开数控钢筋笼滚焊机固定主筋和移动盘的螺栓。
9.分离移动盘。移动加工好的钢筋笼,使钢筋笼和移动盘完全分离。
10.卸笼。把加工好的钢筋笼移离支撑架,并把钢筋笼垫高覆盖。
11.降下支撑架。降下支撑架使其归位。
12.移动盘归位。移动盘归位,准备生产下一节钢筋笼。
数控钢筋弯箍机 绕筋机使用的时候,遇到出现了不正常工作情况是什么原因造成的,作为数控弯箍机订制厂商让小编带大家共同了解一下数控钢筋弯箍机出现不正常工作的原因有哪些!
1、当数控钢筋弯箍机工作时,达不到需要的弯度时,检查切断用高压情况,如切断高压有异常,应对照说明书调整压力大小;检查上下dao间隙是否存在过大的情况,如发现有异,应将其调整至0.2毫米左右即可;
2、检查机械性能是否良好、工作台和弯曲机台面保持水平;弯曲钢筋时,严禁加工超过机械规定的钢筋直径、根数及机械转速。转盘换向时,须在停稳后进行。作业完毕、清理现场、保养机械、断电锁箱。
3、检查延时断开时间、继电器时间是否存在调整短的现象,如发现有异,应将其设定在0.2~0.4秒;检查是否待弯箍钢筋的强度过高,用户可用以前弯箍过的钢筋在机器上重切一次,以便分辨待切断钢筋的强度大于750N。
4、按加工钢筋的直径和弯箍机的要求装好芯轴,成型轴,挡铁轴或可变挡架,芯轴直径应为钢筋直径的2.5倍。检查芯轴,挡块、转盘应无损坏和裂纹,防护罩紧固可靠,经空机运转确认正常方可作业。
5、数控钢筋弯箍机不工作时,检查电磁换向阀是否存在损坏或内有杂物,如发现损坏,应对其进行更换,若是发现内有异物,拆卸下后对其进行清洗即可;检查交流接触器(KA2)是否存在开点烧坏的情况,若发现上述问题,可对其进行维修或更换。
