



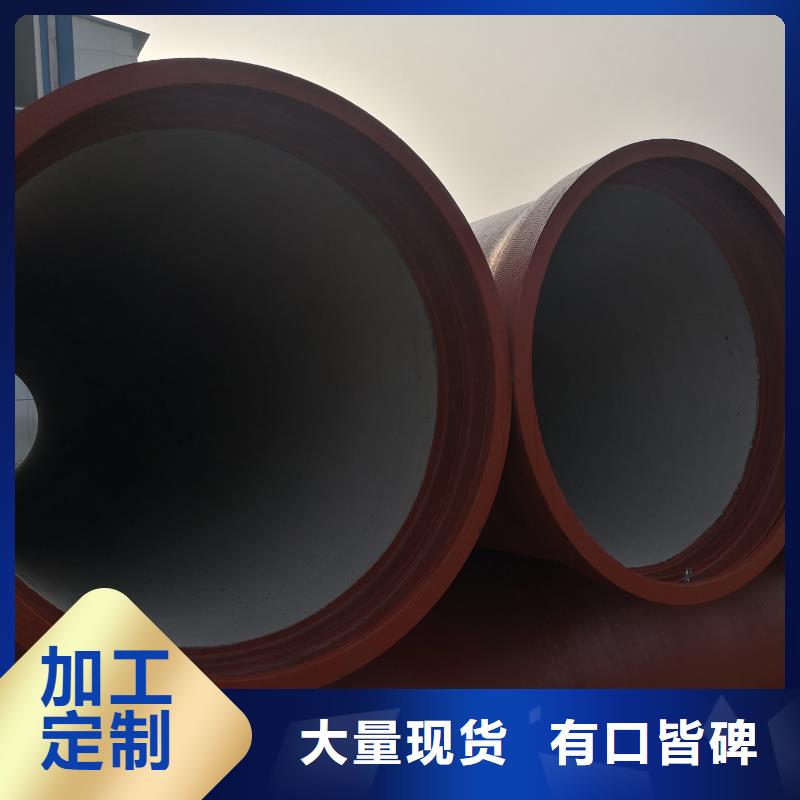






空弯也是另外一种加工的方法,而且相比较起来挑选的空弯份额也相对更大一些,空弯的使得弯折线所发生压缩的情况,压缩效应使得弯折线改变,终究起到的堆积变厚的效果,对于现实日子中所运用的有非常大的协助,空弯也能够在不能够进行的实弯的情况下使得材料来进行曲折的加工,而且也不太容易出现崩裂的情况,是属于当代的球墨铸铁管加工职业里相比较为抢先的技能,几乎在如今的球墨铸铁管加工范畴也被广泛的运用起来了。球墨铸铁管的根本制作方法,实弯,望文生义当然是实实在在的曲折,将之前的金属材料进行根本的曲折,实弯时内外辊与管坯内外壁双向压实,实弯具有的长处有许多,特别是在哎初期成型的时分特别的准确,只需咱们所依靠的数据以及曲折度足够多,能够构成很准确的球墨铸铁管曲折视点,协助加工很快速的进行。

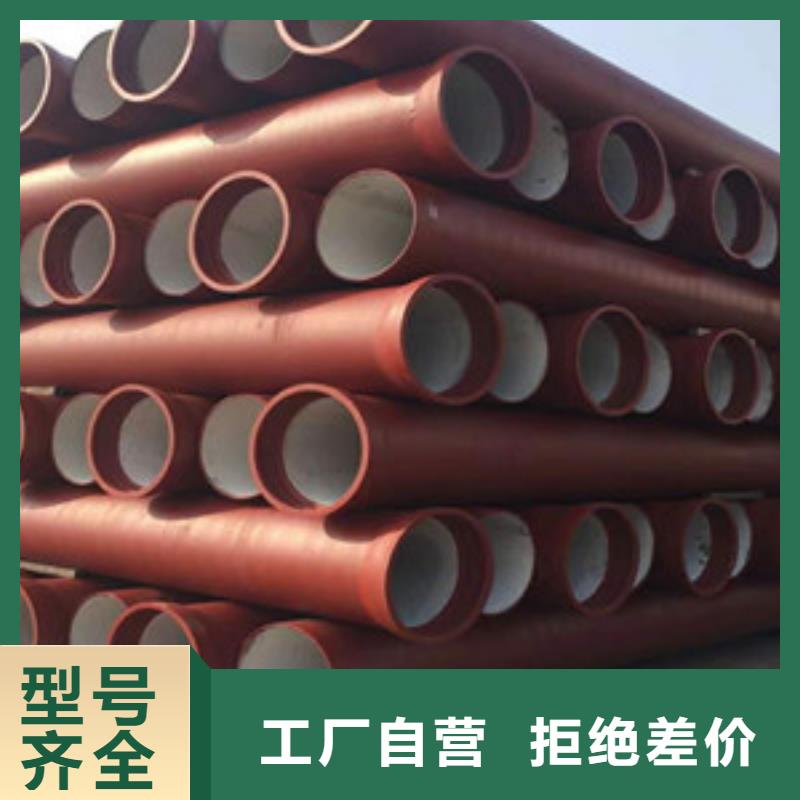
磷共晶在后面凝固时不能得到弥补,也会添加缩孔和缩松的产生铸件本身的薄壁和厚壁也会影响缩短和缩短孔的产生。温度也是缩短的要害。假如温度过高,缩短会越大,容易导致缩短孔和缩短孔。收拾胶圈、上胶圈:将胶圈上的粘着物清擦洁净,把胶圈弯为"梅花形"或"8"字形装入承口槽内,球墨铸铁管中碳含量不高,球墨铸铁管的流动性也不好,会导致外表缺点,容易造成缩孔松弛。其次,铸造时需要共同。假如铸造温度高,也有利于缩短,但不能太高。这取决于制造商的操作熟练程度。一般来说,1300-1350℃是适宜的。铸造口和冷铁的设置也应根据铸件的形状进行合理规划。此外,铸造口的数量和大小也会影响铸件的缩短作用。假如金属液中磷含量较高,凝固范围会扩展,假如熔点较低,并用手沿整个胶圈按压一遍,或用橡皮锤砸实,确保胶圈各个部分不翘不扭,均匀地卡在槽内。
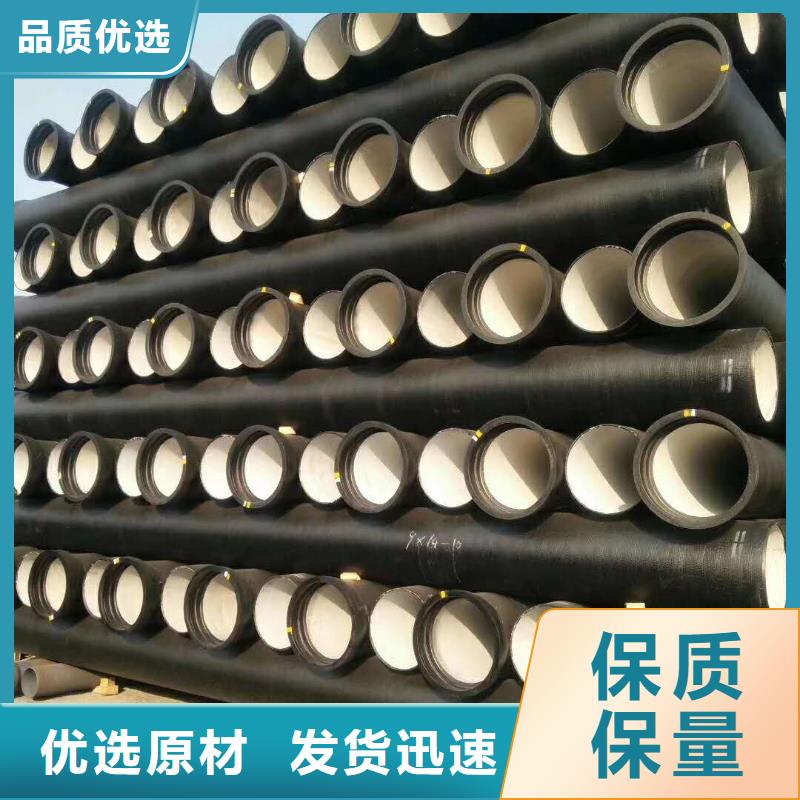
合理操控浇注温度和机身冷却水进出口温度,缩短两次浇铸之间的间隔时间。操控机身冷却水进口温度为28-36℃,出口温度为50-57℃。为解决降低铁液中的含硫量,削减硫化物的发生,应操控W(S)<0.02%;适当进步浇铸温度,有利于夹渣上浮;球化剂中稀土含量不易过高,稀土含量操控在1-2%为宜;加强铁液的扒渣和挡渣作用;铁液中的残镁流量不易过高(操控在0.035-0.045%),以削减铁液外表氧化。球墨铸铁管是铸铁的一种,是一种铁、碳和硅的合金。球墨铸铁中石墨是以球状形式存在的,一般石墨的巨细为6-7级,质量上要求铸管的球化等级控制为1-3级(球化率≥80%),因而资料本身的机械功能得到了较好的改进,具有铁的本质,钢的功能。退火后的球墨铸铁管,其金相组织为铁素体加少量珠光体,机械功能较好。
球墨铸铁管道接口完成今后,运用较短的管甲、短管乙以及盲板将试压管段两头及三通处封闭,试压球墨铸铁管段除接口外去填土至管顶以上50公分并夯实。在做好后背以及闸口、三通等管件的加固。由低点进水,高点去排气,注满水之后浸泡在二十四小时今后,在试验的压力下10min降压不大于0.05Mpa时,水压试验时,后背、支撑、管端等邻近不得站人。查看应在中止升压的时后去进行。应按下管的技能恳求将管子下到槽底,通常采用人工下管法或机械下管法;即为合格。水压试验应当逐步的升压,咱们每次升压以0.2Mpa为宜,每次升压今后,稳压查看没有问题时再继续升压。冬天进行水压时应采纳防冻措施。可将球墨铸铁管价格道回填土适当加高,用多层草帘将露出的接口包严;对串水及试压临时管线缠包保温,不用水时及时放空。
