



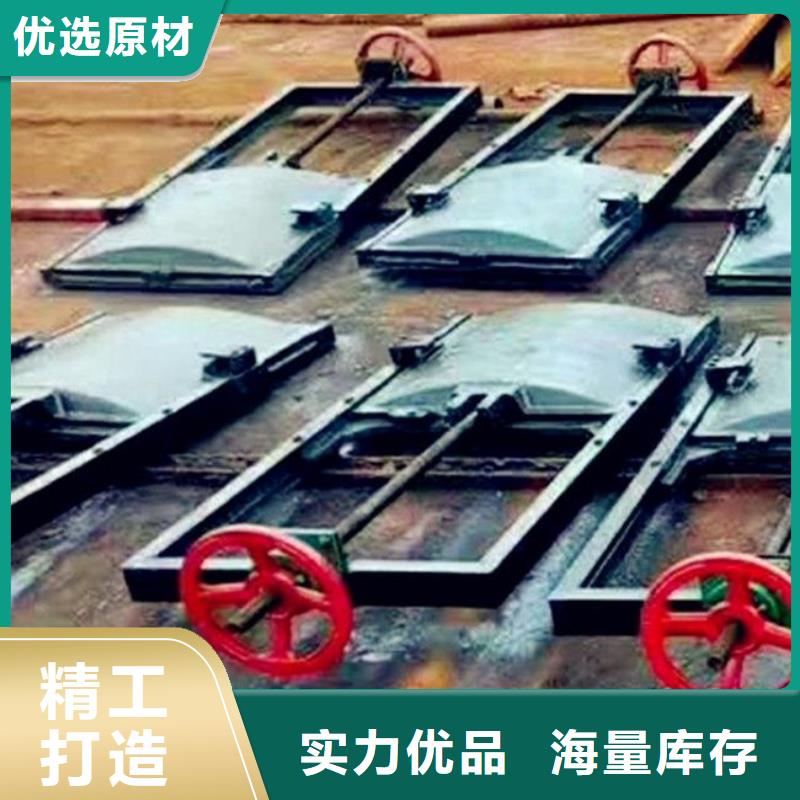
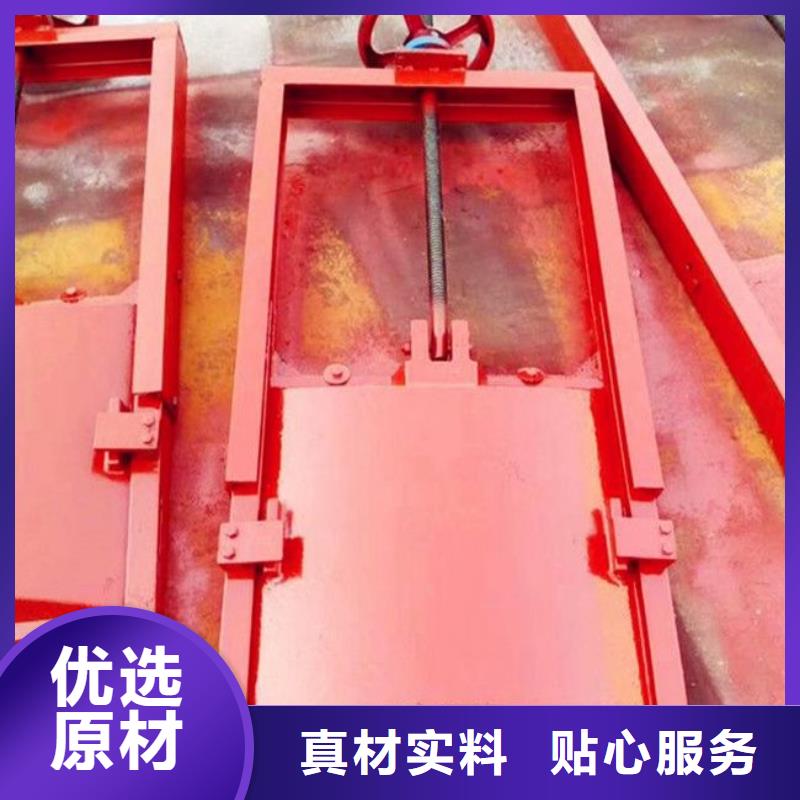







1.双向止水铸铁闸门由门框、闸板、导轨、密封条、传动螺杆、吊块螺母/吊耳和可调整密封机构等部件组成,其中门框和闸板均由优质灰口铸铁或球墨铸铁制成,导轨左右对称布置且用不锈钢螺栓定位销与门框二侧端部连接 (对中小口径的闸门,其导轨可与门框浇注成一体),导轨长度一般为闸门全开启高度的1/2~1/3,因而整体结构强度高、刚性高、耐磨、耐腐蚀性好、承压能力大。
2.通过楔块装置的楔紧达到密封,密封材料为铜合金或橡胶,并经精密加工后配研,故密封性好。
3.采用预埋钢板或预埋螺栓式安装,安装、调试、使用、维护方便,使用寿命长。
4.品种规格齐全,适应性广。
5.与启闭机配套使用,闸门为工作部分,启闭机为闸门开启与关闭的执行部分,启闭机由人力、电机或气动、液压机构带动传动装置的齿轮、蜗轮蜗杆等运转,驱动传动螺母或螺杆转动使闸轴作垂直升降运动,从而开启或关闭闸门,达到 水、关水或调节水位的目的。
闸门用于关闭和开放泄(放)水通道的控制设施。水工建筑物的重要组成部分,可用以拦截水流,控制水位、调节流量、排放泥沙和飘浮物等。

铸铁闸门是以铸铁为原料制作的,具有耐腐蚀、止水密封好、安装简单、使用寿命长等优点。有单、双向止水,止水采用精加工后自身或镶铜、不锈钢等方式止水。结构形式有ZFZ方型铸铁闸门、ZPS双向止水铸铁闸门、ZHZ弧形铸铁闸门等。铸铁闸门喷砂用气操作压力小,少于0.5MPa,配备6m3/Sr空气压缩机,采用流动式空气压缩机时,其排气量为6m3/s,额定压力为0.8MPa,功率为37kw。喷砂处理所用的压缩空气必须经过冷却装置及油水分离器处理,以保证压缩空气的干燥、无油,油水分离器必须定期清理。喷砂时喷嘴尺寸为6~8mm,在使用过程中,由于磨损,孔口直径增大了25%时宜更换喷嘴。经喷砂处理并检验合格的金属表面,在运输或防腐施工前应保持干净,避免沾染上水或油污杂质。并且不能直接用手接触金属表面,以防止局部返锈,已沾染上油污的金属表面必须用相应的有机溶剂进行处理。以喷枪中的压缩空气为原动力,在驱动装置推动下,锌丝通过喷嘴,在氧一乙炔焰的加热下,成为熔融体。借压缩空气使之雾化成微粒并喷射到工件上,形成热喷涂锌保护层。
铸铁闸门安装...铸铁闸门的门槽与板面为整体安装,二次浇注方式(亦可一次性整体安装浇注),浇注前以密封止水面及侧向导轨面为基准将闸框调正,固定,撑好背面防止变形,进行浇注砼浆一定要密封实以防渗漏。铸铁闸门安装浇注砼前,调整闸门与闸框偏心与间隙,锁紧楔块装置.以达到良好的止水效果。铸铁闸门的板面与闸槽为偶合件配套,在搬运、仓储及安装时不得互换,以免影响止水效果。闸门的迎水面一定要按设计要求安装否则因板面受力方向不对,引起板面断裂,遇反向受压时一定要在订货时说明,防止发生重大事故。在订货时要提供孔口尺寸,水头,提升高度和结构形式,闸板面一般为正向(迎水面)受压,如需反向受压,订货时需说明,止水一般是后止水(背水面),需前止水时,订货时应说明,使用时必须按操作规程操作。经常检查闸门板与闸槽是否卡涩,及时将卡涩物清除,保证位置置中,使设备正常运行。使用与保养1、使用手动启闭机开启、关闭闸门时,用力应均匀,切勿用力过猛,以防损坏(伤)定位装置。2、使用手电两用启闭机启闭闸门时,应注意到:a、用电动启闭时,应检查手摇柄是否脱离转轴,以免在启动时碰伤人员。b、用手动启闭时,应切断电源,将摇柄插入孔内摇动(或将电动装置上的电动标记切入到手动标志上去)。c、每2-3个月对启闭机轴承,传动螺杆、螺母等加注1-2次润滑液,大保养时,应给轴承部分注满牛油。d、每年需对闸门作一次油漆、防腐处理
铸铁闸门防腐处理质量检查
钢闸门防腐处理的每道工序完成后,必须进行严格的质量检查,合格后方可进行下一道工序的施工,检查标准为设计要求或规范规定。
4.1表面处理(喷砂)
一般喷砂处理后,表面清洁度达到Sa2.5级,可用对比照片检查;表面粗糙度数值达到40-70μm,用专用量具或样块检测。
涂层遍数与厚度
一般喷锌、喷防锈漆、喷面漆均分两遍完成,喷锌 遍完成总量的70-80%,第二遍完成20-30%,喷漆两遍各完成总量的一半。每遍喷涂应有一定重叠量,两遍喷涂喷束应垂直交叉覆盖。
3.6边角位置及拼接焊缝处的喷涂
为保证闸门边角位置的喷涂质量,在每层喷涂之前应先将这些位置喷涂两遍,然后对闸门全面喷涂。
闸门拼接位置必须在施工现场或安装就位后进行焊接,所以应在焊缝处各侧50mm范围内涂装焊接时不对焊缝质量产生不良影响的车间底漆,以免坡口生锈。焊接后,对焊缝区进行二次除锈与喷涂。

