您的位置>首页 >云南本地新闻中心 >
16Mn无缝方管常年供货
发布时间: 2024-06-20 12:37:51 浏览次数:2
以下是:16Mn无缝方管常年供货的产品参数
| 产品参数 |
|---|
| 产品价格 | 电议/吨 |
|---|
| 发货期限 | 3天内 |
|---|
| 供货总量 | 562883 |
|---|
| 运费说明 | 电议 |
|---|
| 最小起订 | 0.1吨 |
|---|
| 质量等级 | 优 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 齐全 |
|---|
| 产品品牌 | 联众 |
|---|
| 产品规格 | 齐全 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 山东 |
|---|
| 加工定制 | 可加工定制 |
|---|
| 产品型号 | 齐全 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品重量 | 693125 |
|---|
| 产品颜色 | 黑色 |
|---|
| 质保时间 | 1年 |
|---|
| 外形尺寸 | 齐全 |
|---|
| 适用领域 | 机械加工等行业 |
|---|
| 是否进口 | 否 |
|---|
| 质量认证 | 1111 |
|---|
| 产品功率 | 300 |
|---|
| 工作温度 | 300 |
|---|
以下是:16Mn无缝方管常年供货的图文视频
导读 在云南省采买16Mn无缝方管常年供货到云南省联众物资有限公司,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:王经理-13406374388,QQ:13406374388,地址:《聊城经济开发区发货到云南》。 云南省 截至2022年,云南省下辖16个地级行政区,其中8个地级市,8个自治州,合计129个县级区划。2022年末,云南省常住人口4693万人,是中国民族种类最多的省份,世居少数民族有25个。
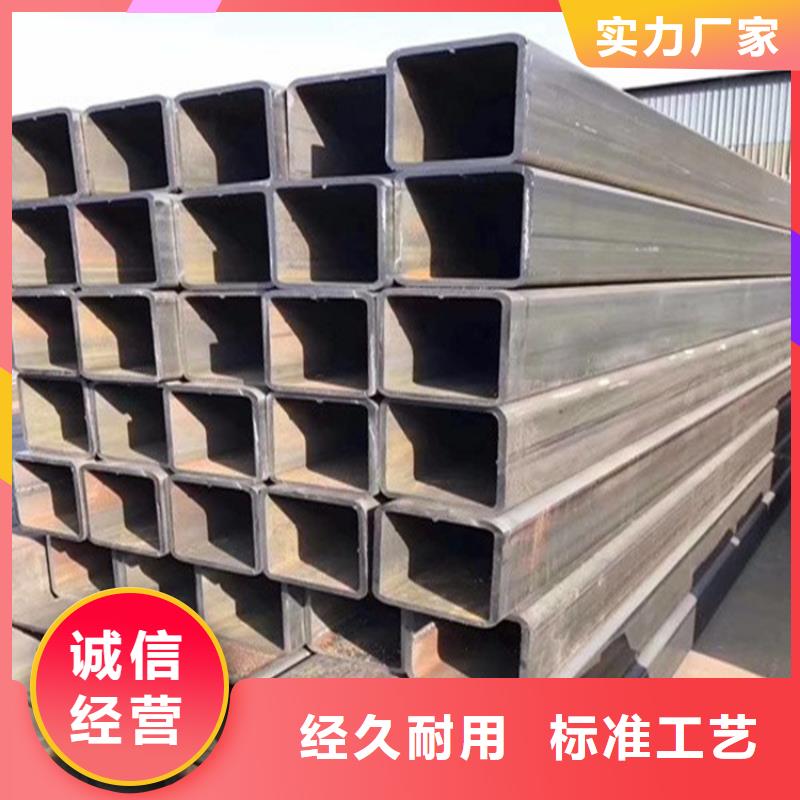
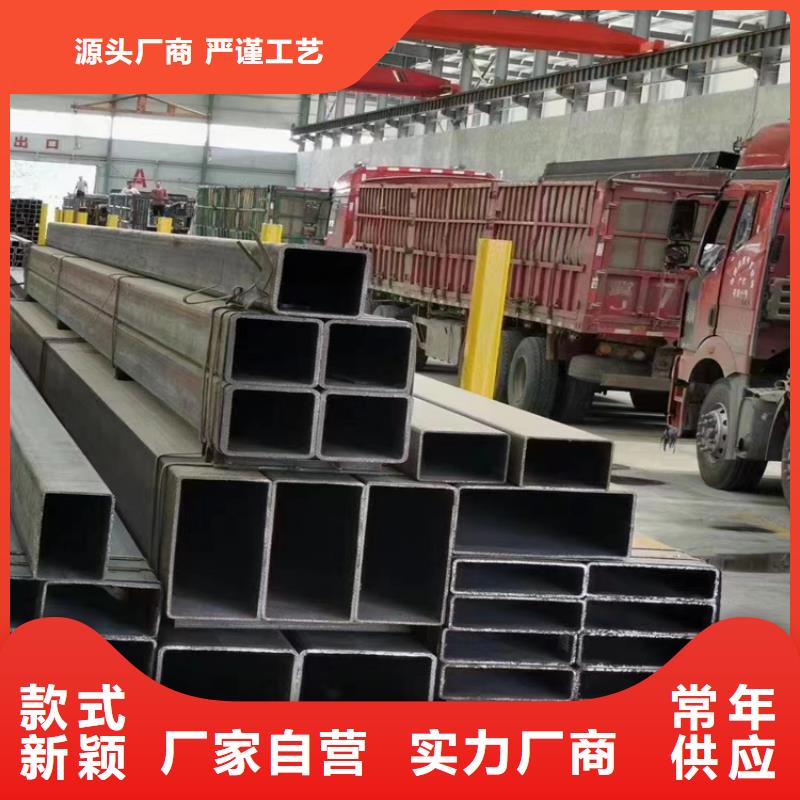
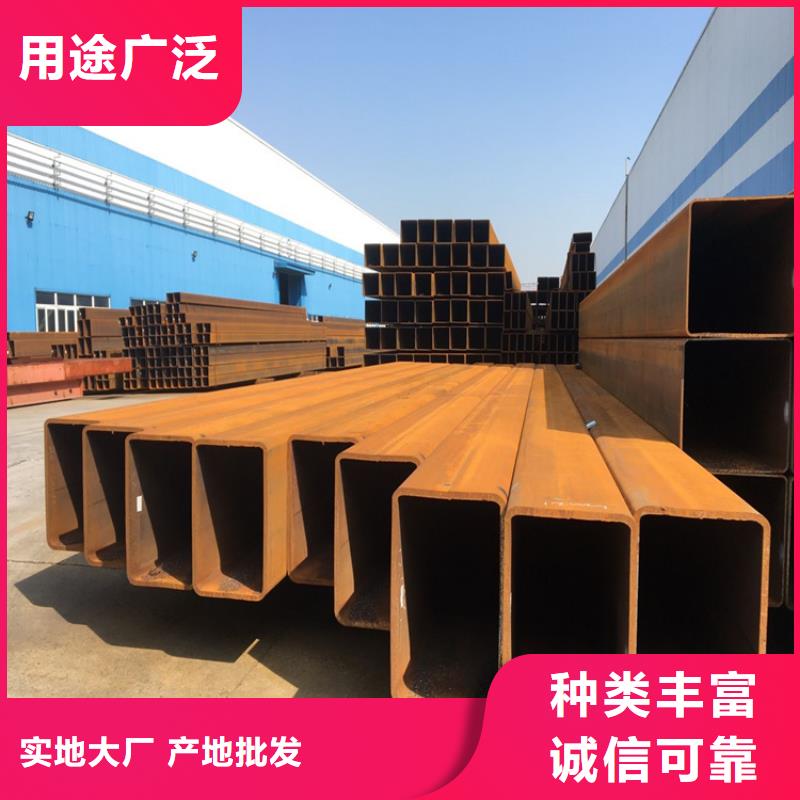
产品细节图

云南方矩管重量计算公式:4*壁厚*(边长-壁厚)*0.00785
矩形管重量计算公式:{(周长÷3.14)-壁厚}*壁厚*0.02466
备注:以上单位为kg/m,其中壁厚和边长的单位为毫米,即mm。
云南方矩管生产工艺流程
(1)原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。
(2)带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成方管后采用自动埋弧焊补焊。
(3)成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。
(4)采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。
(5)采用外控或内控辊式成型。
(6)采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。


公司实力

云南方矩管焊接顺序减少变形矩形,焊接顺序应该按照以下原则:先从中间向两边对称分层分段焊接,这样有利于应力扩散和释放,避免了在焊接生产复杂的应力,通过摆动焊接,焊接在开始形成的狭窄区内的塑性变形只发生一次,因为连续的摆动焊接和热量的输入,使加热面积过大,压缩塑性变形引起的面积大,所以焊接的收缩变形较大,云南方矩管分层分段焊接的时候,因为每一节都是很小的,热量也很小,每一层又分为若干段,所以每一焊的跳焊,基本上都是在冷板温度场上重建的,每次在狭窄的塑性变形去相应的分层直焊接纵向收缩率小,而不是通过连续时间的填充摆动使焊接变形小。
总结 在云南省采购16Mn无缝方管常年供货请认准云南省联众物资有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:王经理-13406374388,QQ:13406374388,地址:经济开发区)。