
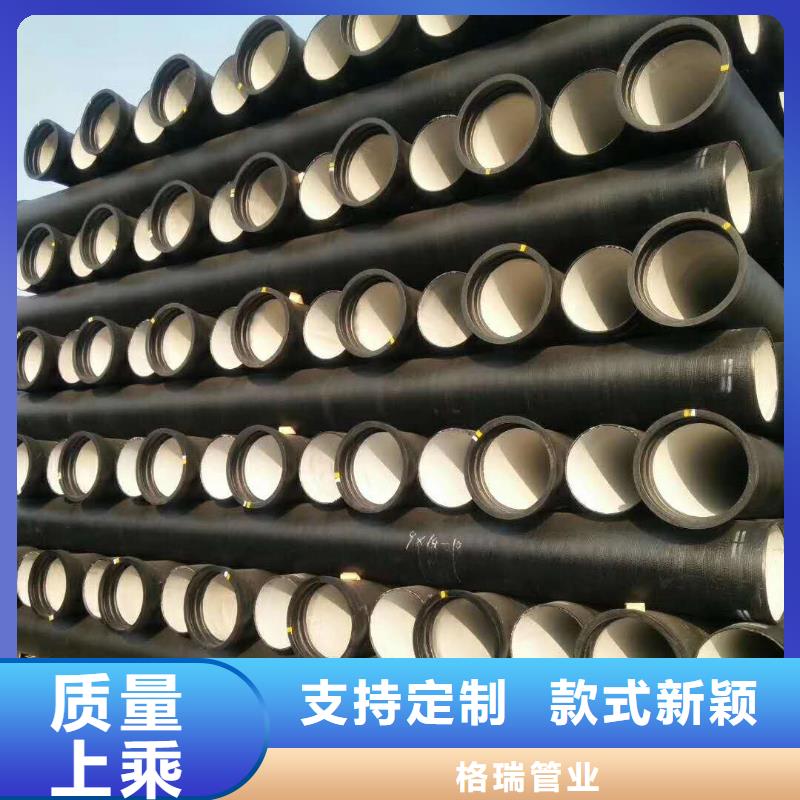








球墨铸铁管子的接口允许偏转3°,若管线的偏转角度较大,可采用多只管子偏转,应避免单只管子接口偏转角度太大,一般10°以内的角度可使用3~4根管子偏转,不必使用弯管。
球墨铸铁管价格上涨带动的复产潮打乱了去产能计划。南钢股份董秘徐林也发现,随着价格的持续上涨,原有陷入停产、半停产的钢企又开足马力生产起来。“原本去产能的政策目标和市场的方向是一致的,但随着价格的反弹,政策要求减量,市场却刺激生产。而且,这轮价格上涨也是钢价自2010年持续下跌后的触底反弹,与去产能正好处在一个交叉点上,给去产能目标造成很大阻力。”山东聊城格瑞球墨铸铁管管子的偏转。
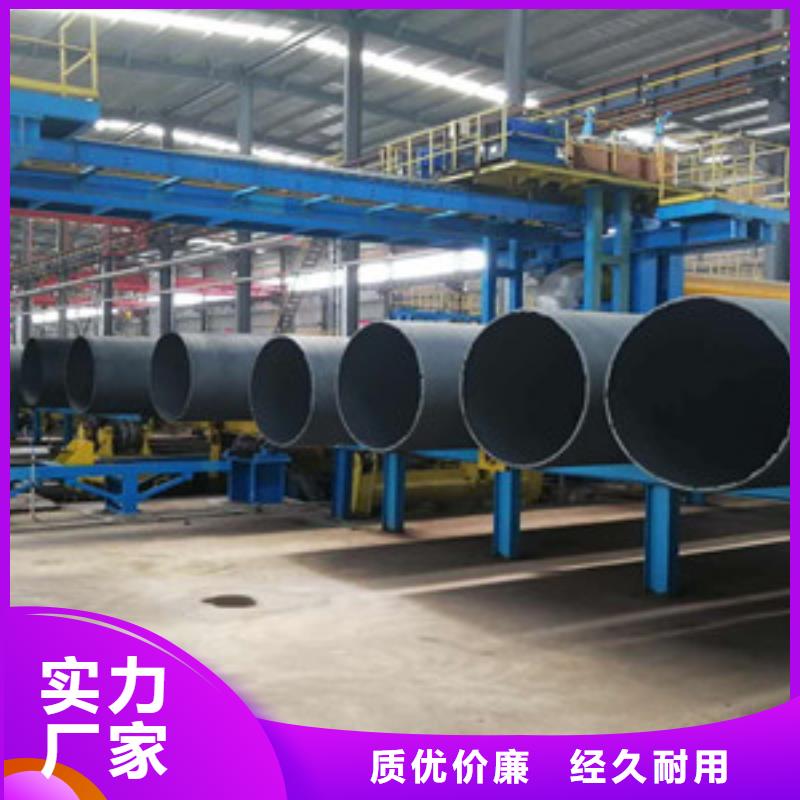
球墨铸铁管硅的挑选准则:硅是石墨化强度较高的元素。硅能有效地减少维坊球墨铸铁中的白点倾向,添加铁素体积,细化共晶团,进步石墨球的圆度。但是,硅会进步铸铁的耐性和耐性转移温度,下降冲击耐性,因而含硅量不宜过高。特别是在铸铁中钚、磷含量较高时,应严格控制硅含量。终硅含量通常在1.4-3.0%之间,用于球墨铸铁。挑选好碳当量后,一般选用高碳低硅强化孕育原理。 球墨铸铁管采用的水冷铸造设备和新工艺,通过ISO9001质量体系认证,产品严格按照ISO2531标准组织生产和检验,确保每根铸管具有良好的机械性能和较长的使用寿命;以精良的设施装备,雄厚的技术力量,科学的管理体系为支撑。公司供应的离心球墨铸铁管及配套管件具有高强度高延伸率,外观平整,抗腐蚀等卓越性能。产品主要用于城市输水、自来水、城市管网、消防工程、花园小区等流体压力主管道。球墨铸铁管规格(DN100-DN1600)。

球墨铸铁管一般浇注温度控制在1420℃至1460℃。浇注时保证直浇道始终处于充满的状态。浇注时真空度控制在-0.040MPa至-0.045MPa,浇注时间控制在45至60秒。浇注完毕的保压时间控制在20至25分钟;浇注完毕的真空度控制在-0.025至-0.030MPa。出箱时间:120至150分钟。
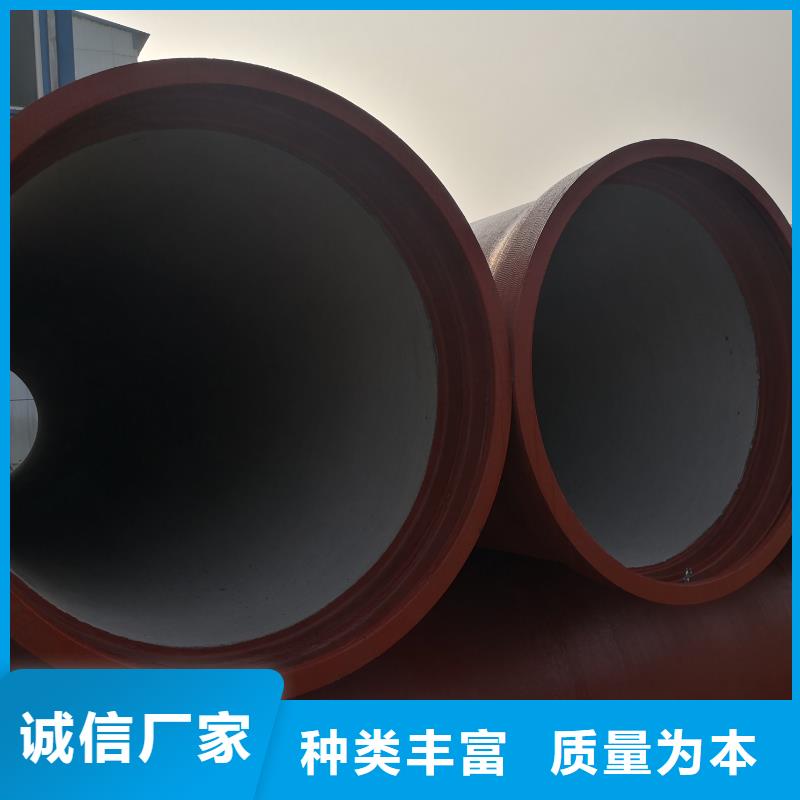
球墨铸铁管件材质一般选择QT450-10,铁水熔炼和炉前孕育处理工艺完全按QT450-10材质控制。考虑到消失模铸造工艺铸件在干砂中冷却较慢,我们队铁水做了适当的合金化。对消失模铸造来说,由于泡沫模样的存在,浇注过程中会消耗一定的热量,浇注温度也不同。由于大口径球墨铸铁管件轮廓尺寸较大,属于薄壁类铸件,要求浇注温度要高,但是在负压作用下高温铁水易渗入型砂中造成铸件表面粘砂形成粘砂缺陷。我们根据具体的球墨铸铁管件规格型号确定浇注温度;因此消失模铸造的浇注温度一般比普通砂型铸造要高。球墨铸铁管管件规格型号不同、壁厚不同。
球墨铸铁管价格往往由于工模具的结构考虑得不够周密,以及全套工模具装配不当,导致工模具过早损坏,从而将大大增加产品的成本。尤其是挤压不锈钢和高镍合金的管材和型材时,无论是温度制度方面,还是在坯料形变时的应力承受方面,挤压工模具的工况条件都是其严酷的,具体来说(1)挤压工模具不同的工况条件对其材质、热处理以及结构形状都提出了不同的要求。挤压工模具的材质应能承受工作时在高压下温度的急剧变化,周期性的加热到高温,球墨铸铁管的材料是生铁。由于一般生铁的物理性能不高,采取一定的有效措施将生铁中的块状高纯石墨转换为球形高纯石墨,进一步提高了物理性能。为差别一般生铁,称呼球墨铸件。用球墨铸件锻造的管路,称球墨铸铁管。在设计工模具时,先仔细地对全套工模具进行计算。因为随后又快速地冷却和负荷冲击性下降的工况条件。
