
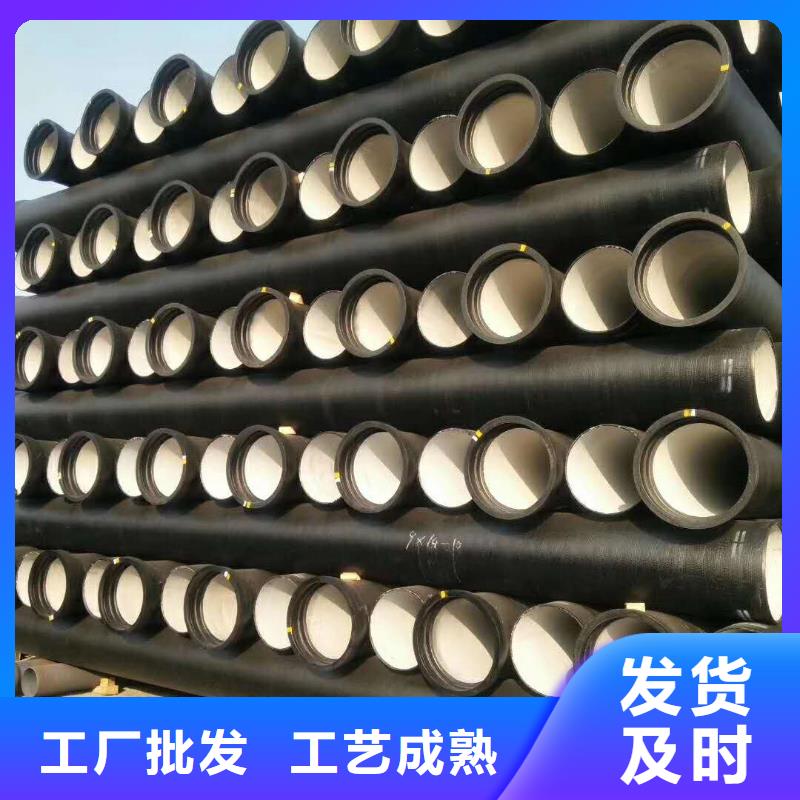






大同球墨铸铁管与其它管材一样,均匀流的沿程水头损失也为,所不同的只是“λ”(水力摩阻系数),即水头损失可按原铸铁管局部阻力损失计算。在设计中,当预计有使水体流速发生突变变化的可能时,应考虑水锤压强,可按水力学有关公式进行计算。大同球墨铸铁管下管:应按下管的要求将管子下到槽底,通常采用人工下管法或机械下管法。安装机具设备:将准备好的机具设备安装到位,安装时注意不要将已清理的管子部位再次污染。大同球墨铸铁管管道的埋设深度应根据冰冻程度、外部荷载与其它管道交叉等因素确定。在一般情况下,埋设深度可在冰冻线以下0.2米处,并符合如下条件:当管径大于100mm时,管顶小埋深为1.20米。2、设计沟槽底宽一般为管外径加0.5米,并根据土质状况,确定开挖坡度,绘制沟槽剖视图。
大同球墨铸铁管先强后弱,成交整体欠佳。其中北方焊管多涨百元左右,南方多涨150元/吨;无缝管整体多涨100-200元/吨,华东区域占主流。基于成本的暴涨,环保过度的炒作,再加上“两会”主导因素,使得钢市普遍大涨;但是无论是钢厂,还是终端,对于高位需求的接受程度有限,特别是南方区域,整体走量呈现逐日减少的迹象。近期成品材高位市价多有松动,但是基于成本的支撑,短期内大跌概率不大,持续偏涨趋势不变。另外马上就是“金三”旺季,需求肯定会不断回暖,也会在一定程度上带动市价不断走高。因此预计短期内。
大同球墨铸铁管或将高位震荡,小涨为先,幅度偏于百元之内。自2 0 0 3年10月份生产中出现大批量管体裂纹管为此了影响裂纹产生的各种原因进行了分析对生产工序追踪试验对原铁液中碳、硅、镁含量适当调整对管模转速及流槽振动变形进行控制对退火炉前轨道进行改造使裂纹缺陷控制在4 %以内提高了铸铁管的一次成形率。
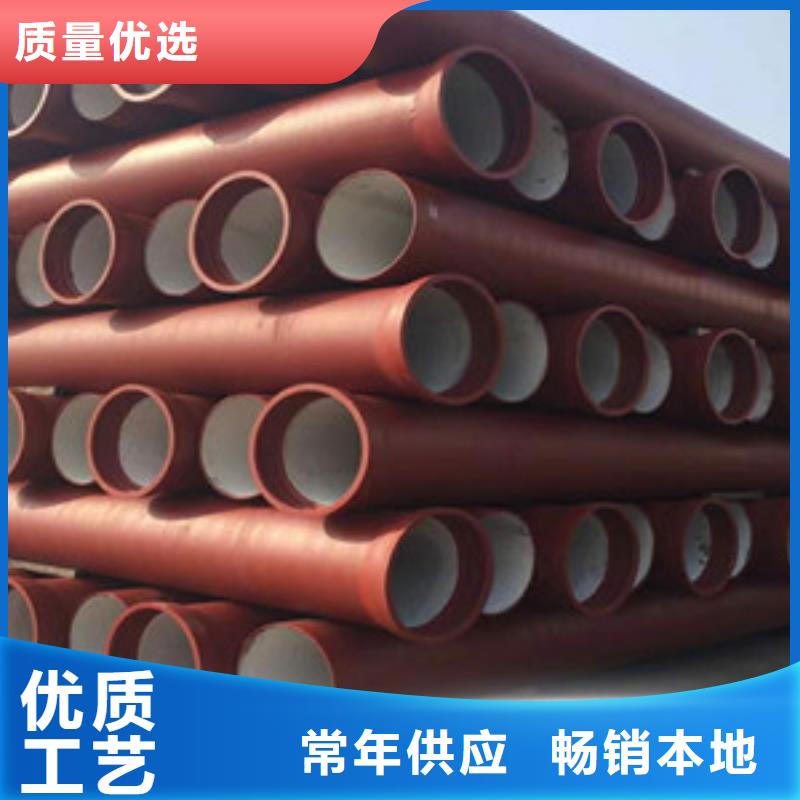
大同球墨铸铁管铸件夹砂砂眼。所以为了提高铸件成品率,提高铸件质量,降低铸件总成本。采用铸造浇口陶管,此产品使用方便,具有流通光滑,耐铁水,钢水冲刷,不吸收钢水,一般人们使用的采用涂刷涂料会有铸件出现夹砂,砂眼的情况。一是因为浇口涂刷涂料比较辛苦和困难。二就是在浇注过程中浇注温度高,冲刷大,涂料在冲刷和高温浸泡下很容易脱落。造成夹砂砂眼。一直以来很多铸件厂不很重视浇道。忽视了浇注过程中对浇道壁的冲刷。因此导致了可锯性佳等特点,可以简化造型工艺,省去浇口内侧上涂料的困难工作,并对改善浇注系统的布置,避免铸件冲砂,砂眼,加砂缺陷。这可以说就是 的办法了,大家可以来采用一下。大同球墨铸铁管件由于它的使用环境,出现腐蚀现象也是不可避免的,因此,就需要我们了解如何应对球墨管砂眼现象。
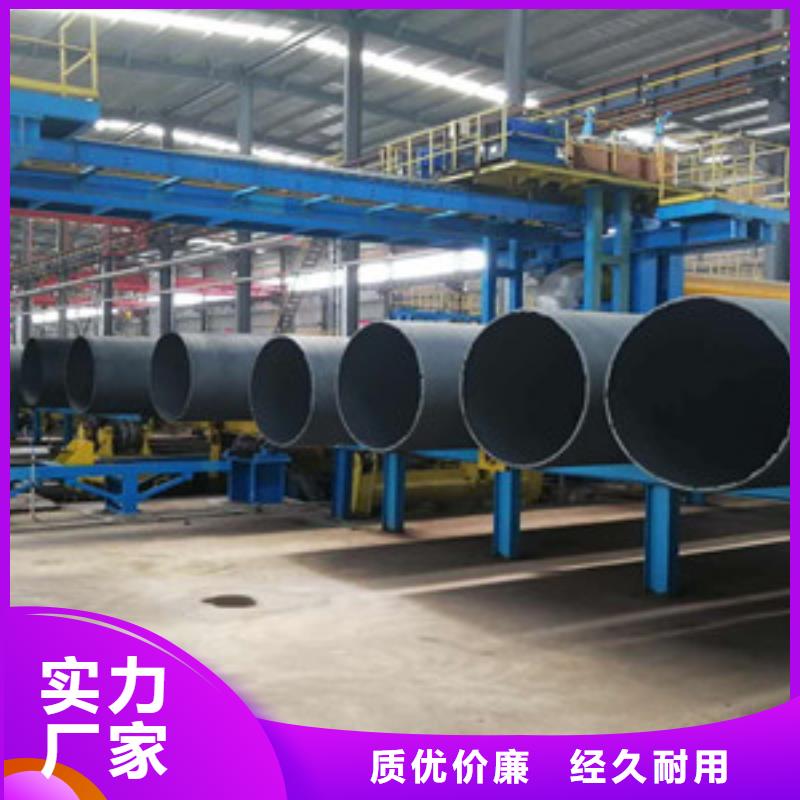
大同球墨铸铁管挤压筒的预热采用内置式的加热元件进行预热(图7-5和图7-6),而对于较小的挤压筒,较多的是采用活动的感应加热器(也有用热坯料)直接放入挤压筒内腔内进行预热。一旦挤压开始挤压筒内衬便处于受热状态,不需要加热,而是需要经常进行冷却。图7-5所示为俄罗斯制造的63MN(6300t)卧式液压挤压机的带预热装置的三层结构挤压筒,图7-6所示为德国制造的带挤压筒测温装置的60MN(6000t)卧式液压挤压机三层结构挤压筒。大同球墨铸铁管挤压筒预热时,为了能快速地加热,减小热量损失,在外加热的同时,好能采用特殊可换式加热器来预热挤压筒的内部,为了保持压入套筒时在套筒和挤压筒内产生的预应力,内加热非常必要。若仅强烈的外加热,将使预应力降低从而,恶化挤压筒套筒的工作能力。一般对于较大吨位的卧式挤压机。
