您的位置>首页 >大连本地新闻中心 >
源头直供《九晨钢铁》优惠的管道专用无缝钢管实力厂家
发布时间: 2024-05-23 21:28:54
以下是:源头直供《九晨钢铁》优惠的管道专用无缝钢管实力厂家的产品参数
| 产品参数 |
|---|
| 产品价格 | 电议/米 |
|---|
| 发货期限 | 1-3天 |
|---|
| 供货总量 | 99899 |
|---|
| 运费说明 | 电议 |
|---|
| 材质 | 多种材质 |
|---|
| 可定制 | 1-12米 |
|---|
| 型号 | 齐全 |
|---|
以下是:源头直供《九晨钢铁》优惠的管道专用无缝钢管实力厂家的图文视频
导读 源头直供《九晨钢铁》优惠的管道专用无缝钢管实力厂家,辽宁省大连市九晨钢铁制造有限公司为您提供源头直供《九晨钢铁》优惠的管道专用无缝钢管实力厂家,联系人:颜世林,电话:0527-88266222、18151371377,QQ:1499276480,请联系辽宁省大连市九晨钢铁制造有限公司,发货地:聊城大渡口区建桥大道发货到大连。 辽宁省,大连市 2022年,大连市实现地区生产总值8430.9亿元,同比增长4.0%。
产品细节图

厚壁无缝管工艺流程
卫生级镜面管工艺流程:
管坯——检验——剥皮——检验——加热——穿孔——酸洗——修磨——润滑风干——焊头——冷拔——固溶处理——酸洗——酸洗钝化——检验——冷轧——去油——切头——风干——内抛光——外抛光——检验——标识——成品包装
厚壁工业管工艺流程:
管坯——检验——剥皮——检验——加热——穿孔——酸洗——修蘑——润滑风干——焊头——冷拔——固溶处理——酸洗——酸洗钝化——检验
现在中国每年都会增加很的工厂,但是在厂房的建筑中,怎么样才能建造出在经济上实惠而且又实用,寿命比较长的厂房来呢,中国的桥梁事业也是很重大的工程,在这些建造中,我们就一定要采用好的材料,厚壁无缝钢管的塑型号,结构稳定性也高,抗自然灾害强。
一般的厚壁无缝钢管生产的工艺都分为两种,冷拨与热扎,冷拨的生产流程一般都要比热扎的复杂,而且冷扎无缝光管的厚壁要比热轧无缝钢管的要小,所有厚壁无缝钢管看起来更加明亮一些,表面上也没有那么粗糙,口径也没有毛刺。


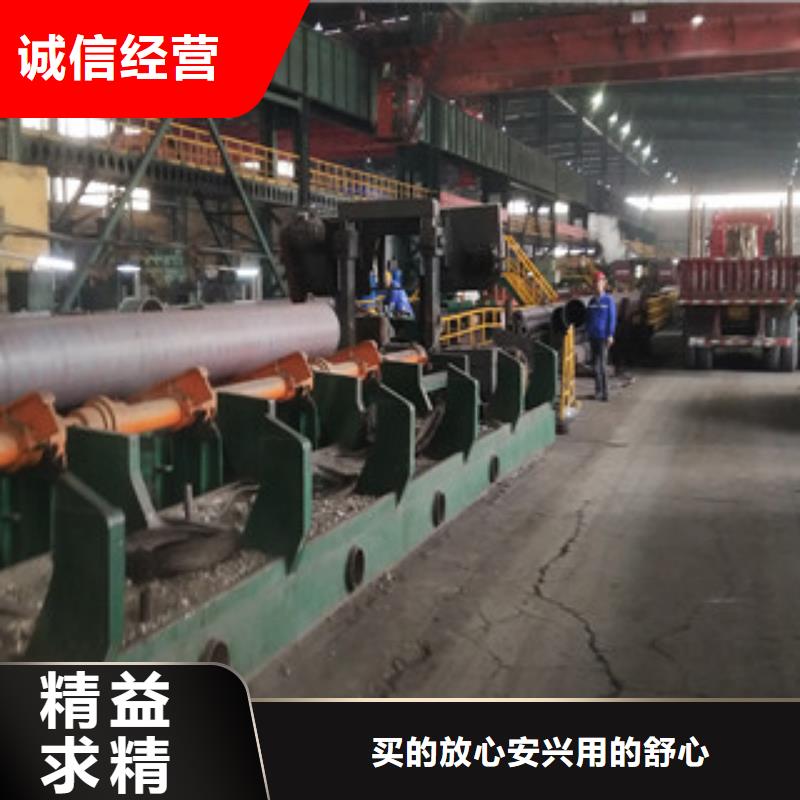
公司实力

无缝钢管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏度。燃料为氢气或乙炔。圆管坯出炉后要经过压力穿孔机进行穿空。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入仓库中。
总结 源头直供《九晨钢铁》优惠的管道专用无缝钢管实力厂家,辽宁省大连市九晨钢铁制造有限公司为您提供源头直供《九晨钢铁》优惠的管道专用无缝钢管实力厂家的最新资讯,联系人:颜世林,电话:0527-88266222、18151371377,QQ:1499276480,发货地:大渡口区建桥大道。