
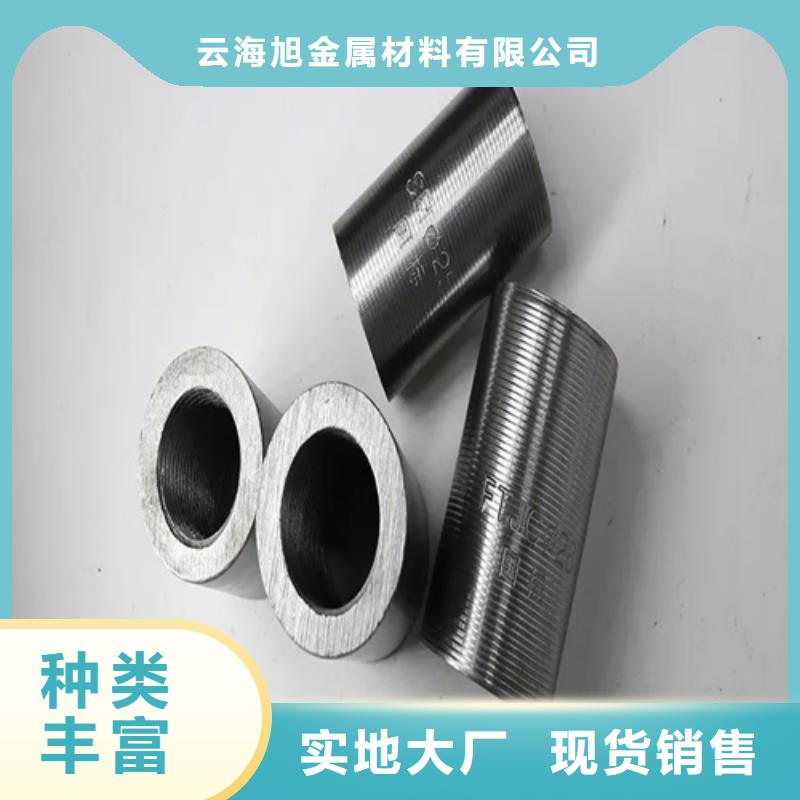



云海旭金属材料有限公司

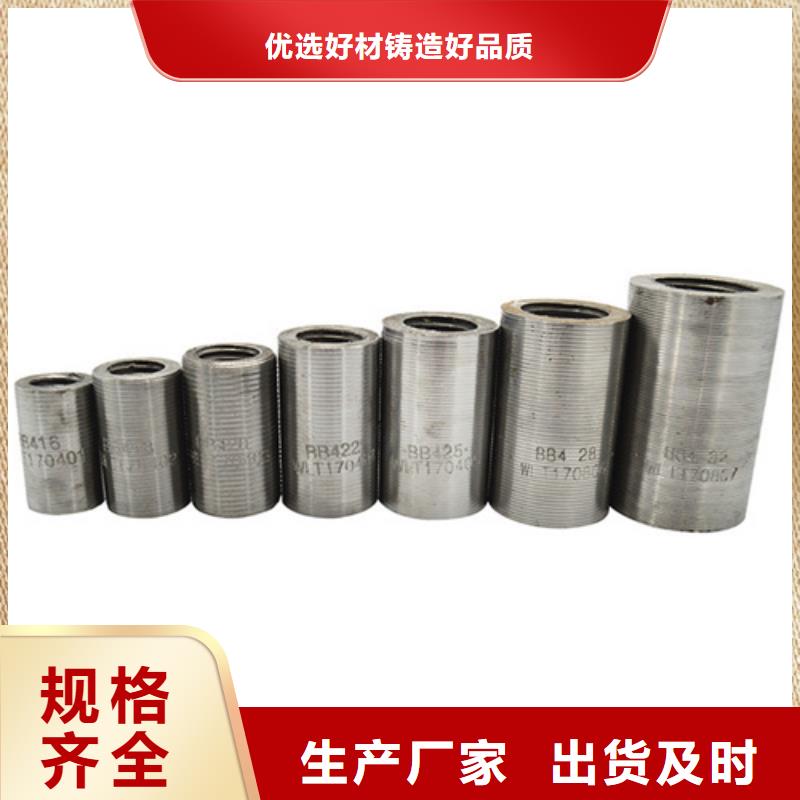
钢筋套筒连接套筒工艺原理:钢筋连接套筒等强滚轧直螺纹连接原理为:通过滚轮将钢筋端头部分压圆并一次性滚出螺纹和套筒通过螺纹连接形成的钢筋机械接头。直螺纹接头连接有六种类型:(变径型、扩口型这里不作介绍)Ⅰ型连接(标准型接头)用途可能的自由自转情况。使用铁棍原因相互在锁桥梁片断的端点力量对面。愿选择标准套筒或变径型连接套筒。Ⅱ型连接(加长型接头)用于钢筋过于长而密集,不便转动的场合。钢筋连接套筒预先全部拧入一根钢筋的加长螺纹上,再反拧人被接钢筋的端螺纹,转动钢筋半至一圈即可锁定连接件,可选用标准型连接套筒。
钢筋套筒使用时先将紧固螺母预紧,再将锁紧螺母预紧。在振动、冲击的情况下,紧固螺母会发生松动的趋势,但是,由于紧固螺母的松退方向是锁紧螺母的拧紧方向,锁紧螺母的拧紧恰恰阻止了紧固螺母的松退,导致紧固螺母无法松动。唐氏螺纹紧固件利用螺纹自身矛盾,以松动制约松动,起到“以毒攻毒”的效果。三、摩擦防松这是广泛使用的作为锁定装置,以这种方式,则不会生成,可以防止与不断变化的外部正压的一对螺纹之间的相对旋转产生的摩擦螺钉对。这种积极的压力由两个副轴向或同时实现夹紧螺钉。如果使用弹性垫圈,钢筋连接套筒,自锁螺母,尼龙锁紧螺母等。这意味着锁定螺母的拆卸比较方便,但在冲击,振动和变负载的情况下,开始因松弛导致螺栓预紧力下降,振动频率的增加,预紧的损失慢慢增加,终将导致螺母松动,连接失败。

钢筋套筒直螺纹套筒的应用是非常多的,在工业生产设备中,是比较重要的零部件。那么,直螺纹套筒的连接要求都有什么?具体是怎么来操作的,由小编来为您讲解直螺纹套筒的技术操作要求是怎么流程?直螺纹套筒操作要点:1、钢筋下料要求端部平整,不得有马蹄形或挠曲,不得用气割下料,可现场用砂轮锯或无齿锯下料。2、加工钢筋螺纹时,应采用水溶性切削润滑液;不得用机油润滑液或不加润滑液套丝。3、自检合格的丝头,应由质检员随机抽样进行检验,以一个工作班加工的丝头为一个验收批,随机抽检10%,当合格率小于95%时,应加倍抽检,复检中合格率仍小于95%时,应对全部丝头进行逐个检验。合格者方可使用。4、加工的钢筋丝头的直径和长度应用螺纹量规检查,已检验合格的丝头,应戴上保护帽加以保护。标准型接头的丝头有效螺纹长度应不小于1/2连接套筒长度,且允许误差为+2P。5、钢筋规格与连接套筒的规格一致,钢筋螺纹的型式、螺距、螺纹外经应与连接套筒匹配。并确保钢筋连接套筒的丝扣干净、完好无损。6、连接钢筋时应对准轴线将钢筋拧入连接套筒,接头拼接完成后,应使两个丝头在套筒中央位置互相顶紧,两端外露丝扣不超过2个完整丝扣。7、为了防止接头漏拧,每个接头拧紧之后,一定要在接头上做红漆标记,不合格的做白色标记以便检查。8、接头拧紧需要采用力矩扳手,力矩值要求满足规范要求值。



