
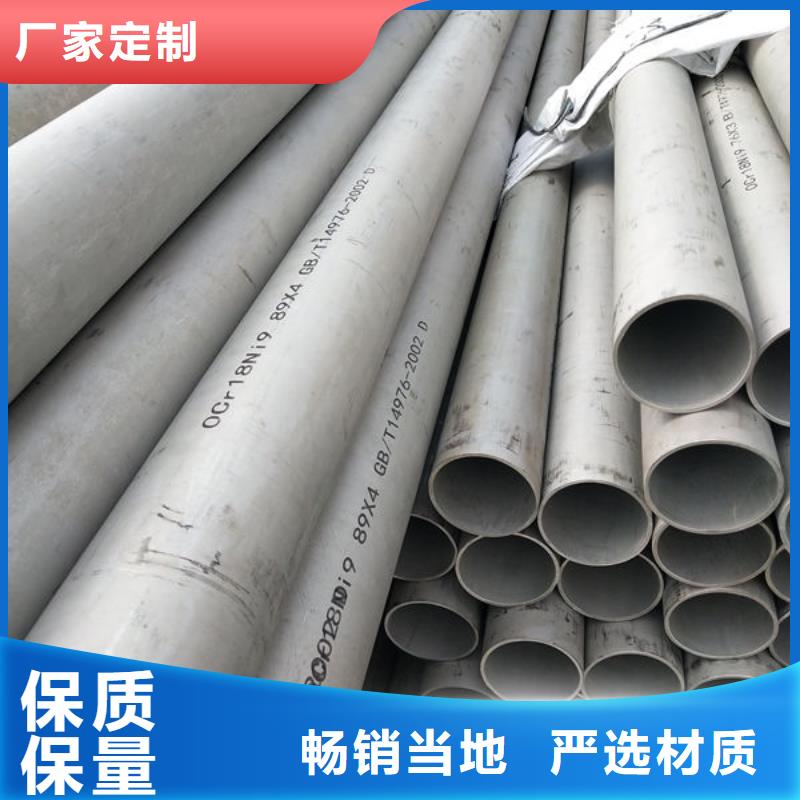





常见的钢管切割方式有锯切割、等离子切割、液压切割、激光切割。激光切割精度和效率 ,但设备价格也相当贵正常几十万以上,适用于附加值特别高的精度要求极高的钢管加工;水切割机切割管口能做到无屑无毛刺且不变形,精度一般能达到±0.05mm,价格不高约几万一台,钢管切割应用相对广泛;等离子切割机价格也不高约几万一台,常用于切割厚壁钢管钢材(正常可切割35mm壁厚以下结构用钢材,切割厚度理论可达180~200mm),不过切口处容易形成拉口,切口表面质量需要严格控制。对于手工切割和自动切割,一般手工切割使用人工上料,其上料和控制切割效率相对较低,而自动切割需要注意控制钢管进给的长度(损耗),目前切割在门市多为单支管切割,加工厂正常是整捆切割。
所谓不锈钢角钢的折叠,就是在不锈钢板面有许多折线,通常这种缺陷贯穿整个钢材的纵向。形成折叠的原因是由于这种伪劣产品在生产的过分过程中追求高效,在下一道的轧制时就容易产生折叠,这类劣质折叠线会导致不锈钢角钢折弯后容易开裂,会大大降低不锈钢的强度。不锈钢角钢表面产生麻面缺陷的原因,就是当不锈钢角钢轧制的轧槽磨损严重时,会导致角钢表面形成不规则的凹凸不平。因为伪劣钢材厂家过分追求利润,常常会有轧槽轧制超标的现象。所以在购买不锈钢角钢的时候需要认真看表面。因为有的厂家的生产设备比较简陋,有时会产生毛刺,容易刮伤不锈钢角钢表面,一旦刮伤深度达到一定程度,就会显著影响不锈钢角钢的强度。还有一个很显眼的特征就是,劣质的不锈钢角钢表面是没有金属光泽的,这是由于该不锈钢角钢在生产时的坯料是土坯,再加上轧制的温度很少达标,所以没有办法按照轧制规定进行加工,这样此类不锈钢角钢的钢材性能就不够达标了。
由于普通碳素钢高速线材在轧制的过程中,传统上存 在着很多的问题。该文在充分析普通碳素钢轧制工艺的 基础上,提出了高速线材轧制过程中的优化和提升手段, 以此进一步提升产品加工的精度和质量。弥补我国对于高质量高速线材轧制生产工艺的不足,结合先进的技术,为 优化生产高速线材流程提供了技术参考。同时通过工艺的改善降低了整体成本,为我国航天、汽车等工业中优质钢材的使用创造了良好的条件。普通碳素钢的坯料需要经过熔炼、浇筑、开坯等过程的准备工作,加工为150×145mm见方,长度在12m左右的 方坯,为下一步的工艺流程做准备。
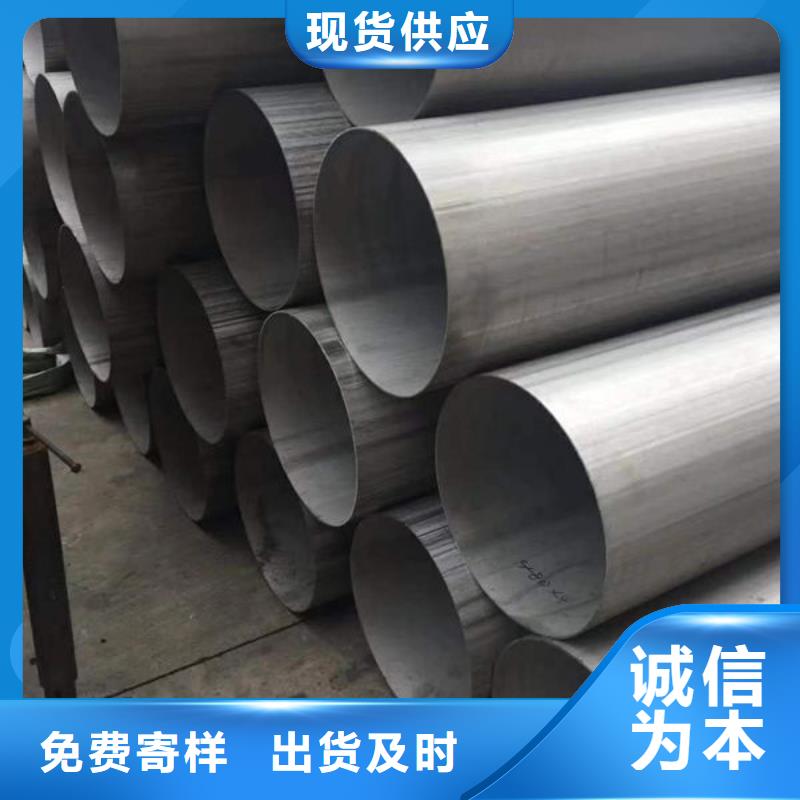
16mn厚壁无缝钢管16mn是老国标牌号,现在将其归入了低合金高强度结构钢,现在的牌号称为Q345,但是Q345钢是老牌号的12MnV、14MnNb、18Nb、16MnRE、16Mn等多个钢种的替代,而并非仅替代16Mn钢一种材料。 16mn厚壁无缝钢管在年均生产值中占有较大的占比。它的含合金总量<3%。按强度分为300、350、400和450MPa等4个级别。16mn厚壁无缝钢管,16mn厚壁无缝钢管是旧国标GB/T1591-1988中的低合金高强度结构钢材的牌号,新国标GB/T1591-2008中的牌号为Q345(Q345有5个质量等级,Q345A~Q345E)。16mn厚壁无缝钢管主要应用在地质钻探杆,钻杆,汽车零部件等领域。
