






生产工艺
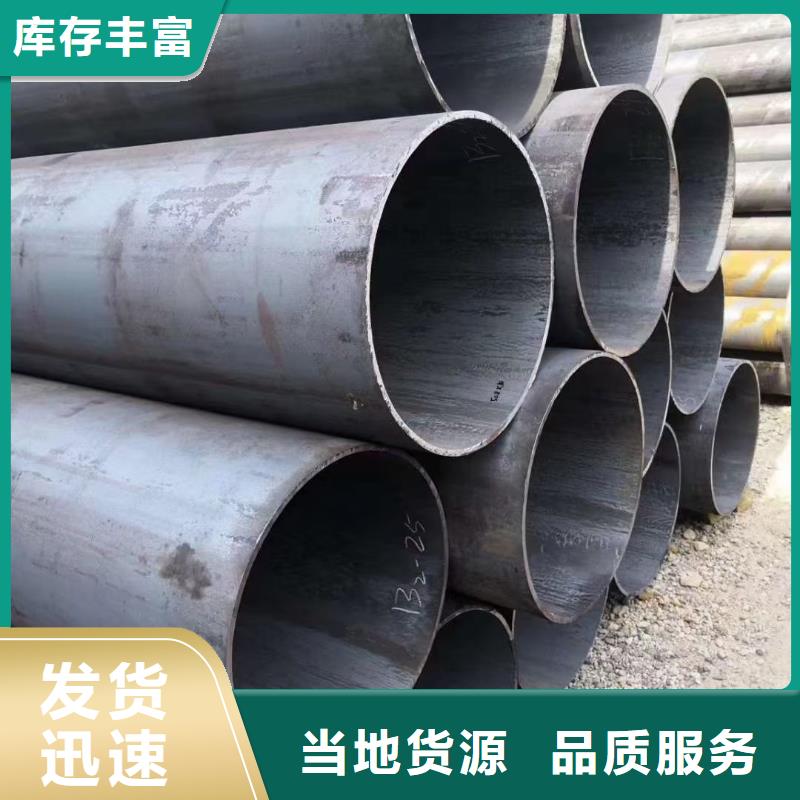
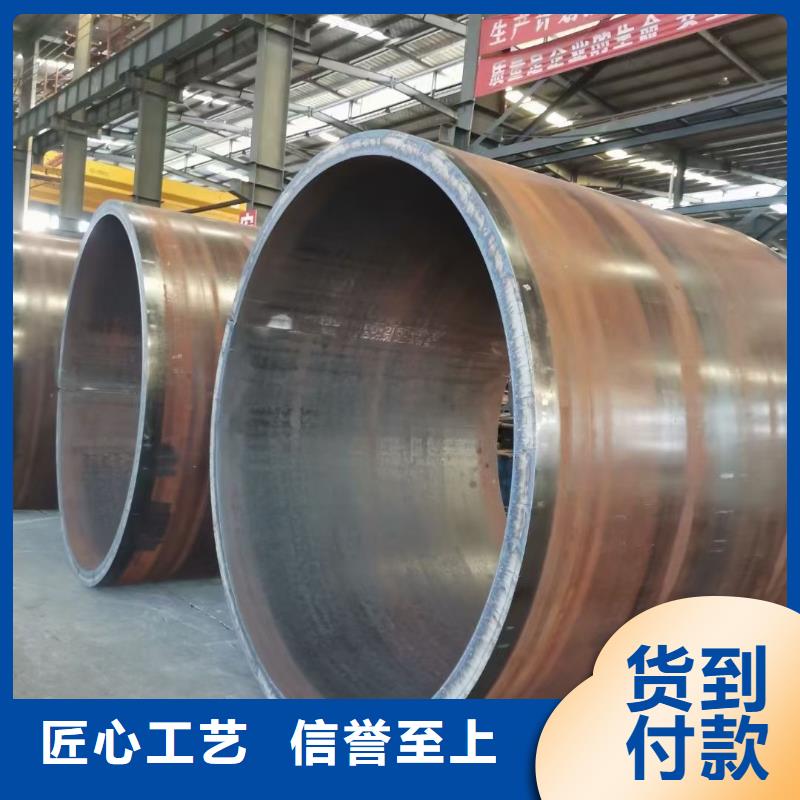
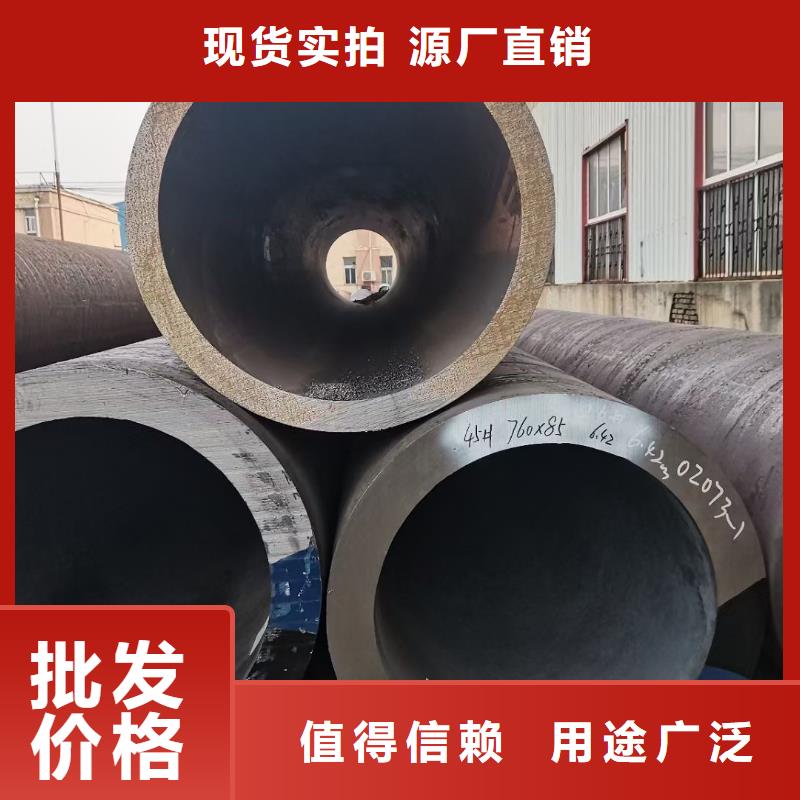
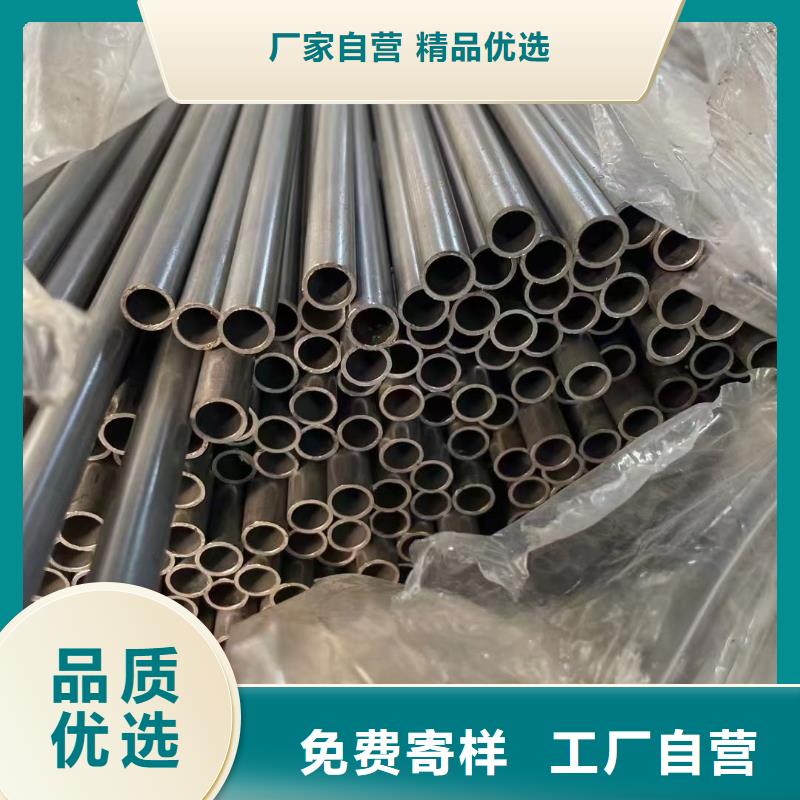
一般的无缝钢管的生产工艺可以分为冷拔与热轧两种,冷轧无缝钢管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到响应的标准。外观上冷轧无缝钢管要短于热轧无缝钢管,冷轧无缝钢管的壁厚一般比热轧无缝钢管要小,但是表面看起来比厚壁无缝钢管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。
热轧无缝钢管的交货状态一般是热轧状态经过热处理后进行交货。热轧无缝钢管在经过质检后要经过工作人员的严格的手工挑选,在质检后要进行表面涂油,然后紧接着是多次的冷拔实验,热轧处理后要进行穿孔的实验,如果穿孔扩径过大就要进行矫直矫正。在矫直后再由传送装置传送到探伤机进行探伤实验,贴上标签、进行规格编排后放置到到仓库当中。
31、DIN EN 10297-1-2003机械和通用无缝钢管 交货技术条件 第1部分:非合金和合金钢管
32、DIN EN 10305-1-2003精密无缝钢管 交货技术条件 第1部分:无缝冷拉钢管
33、DIN EN 10305-2-1998精密钢管交货技术条件第2部分 焊接冷拉钢管
34、DIN EN 10305-3-1998精密钢管交货技术条件第3部分 焊接冷轧定径钢管
35、DIN EN 10305-4-1998精密钢管交货技术条件第4部分 无缝冷拉液力或气力系统钢管
36、DIN EN 10305-5-2000精密钢管交货技术条件第5部分 焊接和冷成形方形和矩形管
37、DIN EN 4235-4-1994航空和航天、钢锻制品、交货技术条件 第4部分:钢管
38、DIN ISO 8535-1-1995压燃式发动机、高压喷射燃油管用钢管第1部分 无缝冷拉单壁钢管的技术要求
1、DIN 17175-1979耐热无缝钢管、交货技术条件
2、DIN 17176-1990压缩氢气用圆形无缝钢管、交货技术条件
3、DIN 17179-1986特殊要求的细晶料结构无缝钢管 交货技术条件
4、DIN 17204-1990无缝钢管的淬火和调质处理 交货技术条件
5、DIN 17456-1999一般要求不锈钢钢管 交货技术条件
6、DIN 2391-1-1994无缝精密钢管 第1部分:尺寸
7、DIN 2391-2-1994无缝精密钢管 第2部分:交货技术条件
8、DIN 2393-1-1994有特殊尺寸精度的精密焊接钢管 尺寸
9、DIN 2393-2-1994有特殊尺寸精度的精密焊接钢管 交货技术条件
10、DIN 2394-1-1994精密焊接钢管 尺寸
1、GB/T17395-1998无缝钢管尺寸、外形、重量及允许偏差
2、GB/T8162-1999结构用无缝钢管
3、GB/T14975-2002结构用不锈钢无缝钢管
4、GB/T8163-1999流体输送用无缝钢管
5、GB/T14976-2002流体输送用不锈钢无缝钢管
6、GB/T3090-2000不锈钢小直径钢管
7、GB/T3089-1982不锈耐酸钢级薄壁无缝钢管
8、GB/T3639-2000冷拔或冷轧精密无缝钢管
9、GB/T3094-2000冷拔无缝异型钢管
10、YB/T5035-1993汽车半轴套管用无缝钢管
