


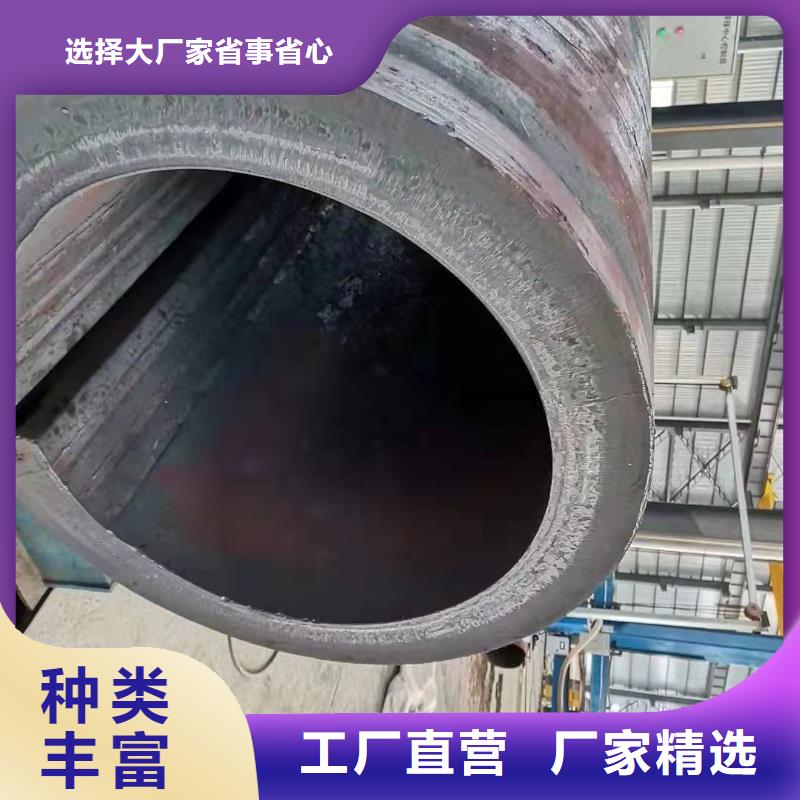





大口径厚壁钢板卷管,不锈钢卷管、锥形卷管、异形卷管工艺流程图
锥形卷管、异形卷管成型注意事项:
①把卷板机上面的管子一端抬高,把小锥面放在低端,卷制时不断移动大端,大端的进入速度要加快;
②在辊子的一段加一个旁轮卷锥装置;
③在卷板机的下辊两侧装两个锥筒,卷制的时候把小端靠在锥筒上,小端的板边就会倚着锥筒往里进.
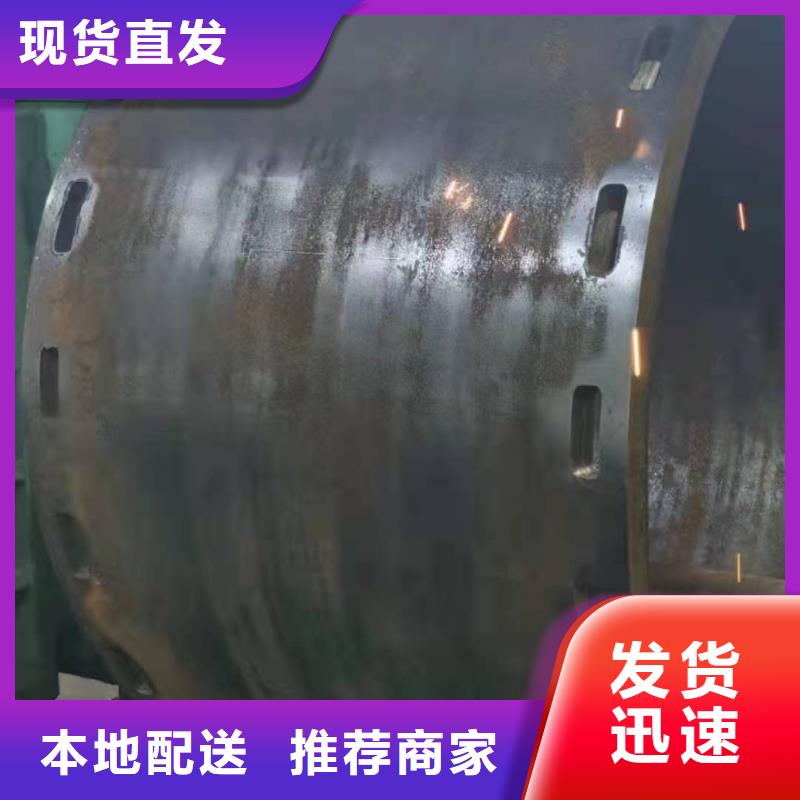
大口径卷管、厚壁卷管、大口径厚壁卷管加工工艺流程图

山特金属有限公司卷板机(又称卷筒机、卷圆机、卷管机等):电动卷板机适用于2mm以上金属薄板的卷圆(窄板的话可以到20mm),多齿轮带动,三辊同时转动,板材不打滑,不磨板。改善了以往卷小规格板材打滑的弊端。卷辊长度(有效卷板宽度)可以根据客户要求,广泛应用于通风管道,石油管道,保温管道,防尘,消音等各行业,用途非常广泛,价廉物美,产品实行保修一年。一、性能特征:万柏林2毫米彩钢板卷筒机型号铁板卷圆机规格1、电动卷板机一般为不对称三辊结构,采用无缝管,外形美观;2、与单平口咬口机及联合角,单品咬口合缝机配套使用,可实现卷圆工作的机械化。3、该机器精良,操作简单,极大地提高了劳动生产率,降低了操作者的劳动强。度。二、技术参数:1、板材厚度:16mm以内;2、钢板卷管的直径:800mm;3、卷圆长度:2000mm;三、主要部分及结构说明:万柏林2毫米彩钢板卷筒机型号铁板卷圆机规格电动卷板机主要由机架部分、机芯部分和电器控制部分组成。1、机架部分:由角钢和槽钢焊接而成,具有良好的刚性,板材表面平整美观,机器小巧便于操作。2、机芯部分:由不对称的三根辊轮组成,具有严谨稳定的结构。3、传动系统:电机在机架底部,经皮带和齿轮组件传动,使上面三根对称的辊轮同步运转,以完成加速。
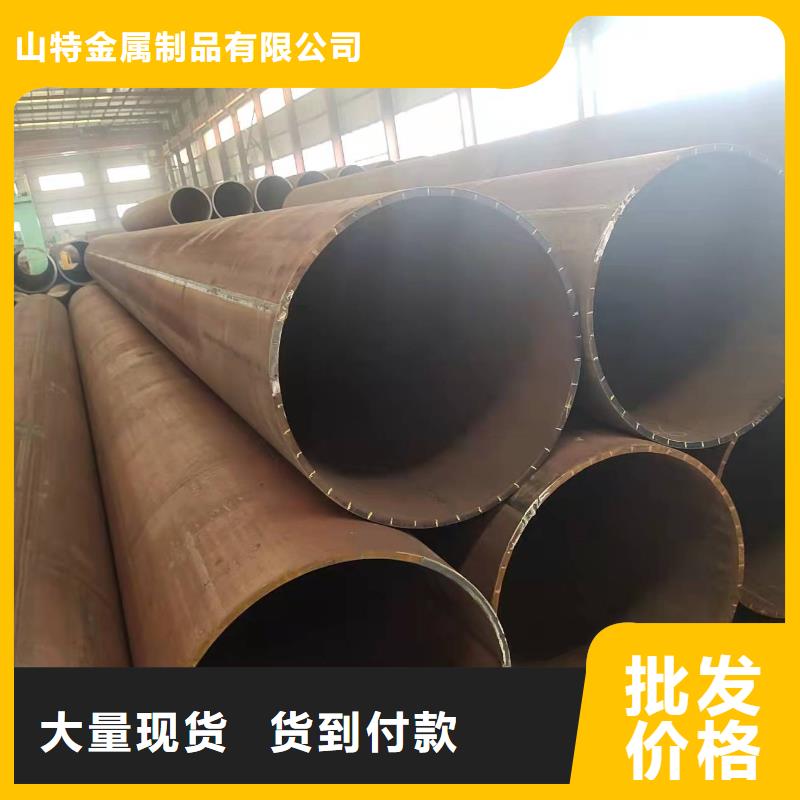
低压碳钢板卷管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。碳钢板卷管在我国钢板卷管业中具有重要的地位。 低压碳钢板卷管的规格用外径*壁厚毫米数表示。低压碳是用10、20、30、35、45等优质碳结钢16Mn、5MnV等低合金结构钢或40Cr、30CrMnSi、45Mn2、40MnB等合金钢热轧或冷轧制成的。10、20等低碳钢制造的无缝管主要用于流体输送管道。碳钢板卷管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏度。炉内温度控制是关键性的问题.圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢板卷管。
大多数情况下,在成型之後,以提高焊接管形质量。也就是说,扩径工艺成为了大口径直缝卷管生产中确保成品管质量的道重要工序。由于拉伸试验不便于测试,并且由硬度换算到强度很方便,因此人们越来越多地只测试材料硬度而较少测试其强度。特别是由于硬度计技术的不断进步和推陈出新,如卷管,直缝焊管板和直缝焊管带等,现在都已经可能直接测试硬度了。所以,卷管机认为存在个硬度试验逐渐代替拉伸试验的趋势。在抛光过程中阴极铅板表面会沉枳出层厚厚的铁,镍等杂质,影响钢板卷管阴极表面导电,导致电流下降,使拋光表面的阴去,严重影响抛光质量。因此,要及时将阴极板上的沉积物除去,有时形成硬质厚膜;,要敲打才能除下,后冲洗干净,以保为什么卷管同管段中有两个纵向焊缝?知识y在厚壁卷管清洗和预热过程中,首先是在喷(抛)射处理前,采用清洗的除去厚壁卷管表面的油脂和积垢采用加热炉对管躰预热至,使厚壁卷管表面保持干燥状态。在喷(抛)射处理时,由于厚壁卷管表面不含油脂等污垢,可增强除锈的效果,干燥的厚壁卷管表面也有利于钢丸,钢砂与锈和氧化皮的分离,使除锈后的厚壁卷管表面更加洁净。
