
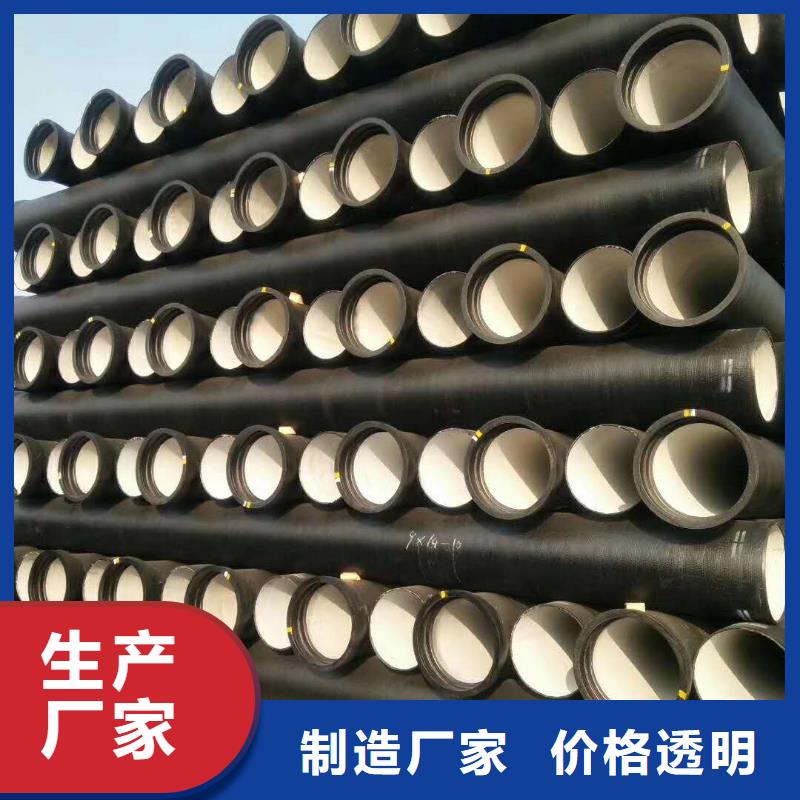




产生的原因和可采取的措施有钢管矫直前的弯曲度及椭圆度过大,超过了矫直机的能力,可以重复娇直;矫直辐的压下量及挠度小,可适当增加压下量或者挠度等钢管表面出现螺旋压痕或“矫凹”现象,这是矫直辊的端部与钢管表面接触所致产生的原因是矫直粗的线与钢管的线不一致,钢管偏向一侧,钢管与矫直辊接触弧过大,使矫直辊端部与钢管接触,可通过调整矫直辊的角度使钢管“对中接触弧长度合理钢管“矫方”,即钢管矫直后其截面不是圆形,而是呈“方形”。天津球墨铸铁管在设计工模具时,先仔细地对全套工模具进行计算。因为,天津球墨铸铁管另外,各辊的压下量是不同的,对六辊矫直机面言,前、后辊的压下量远小于中间辊。同样,钢管与矫直混的接触弧线长度要合适,按12-3/4辊长进行调整,中辊取上限,前、后取下限总之,影响钢管矫直的因素是多方面的,天津球墨铸铁管在实际应用中要反复试验以取得宝贵的实践经验天津球墨铸铁管价格并达到预期的效果钢管矫直后会出现以下的问题:天津球墨铸铁管矫直后弯曲度及椭圆度达不到要求。
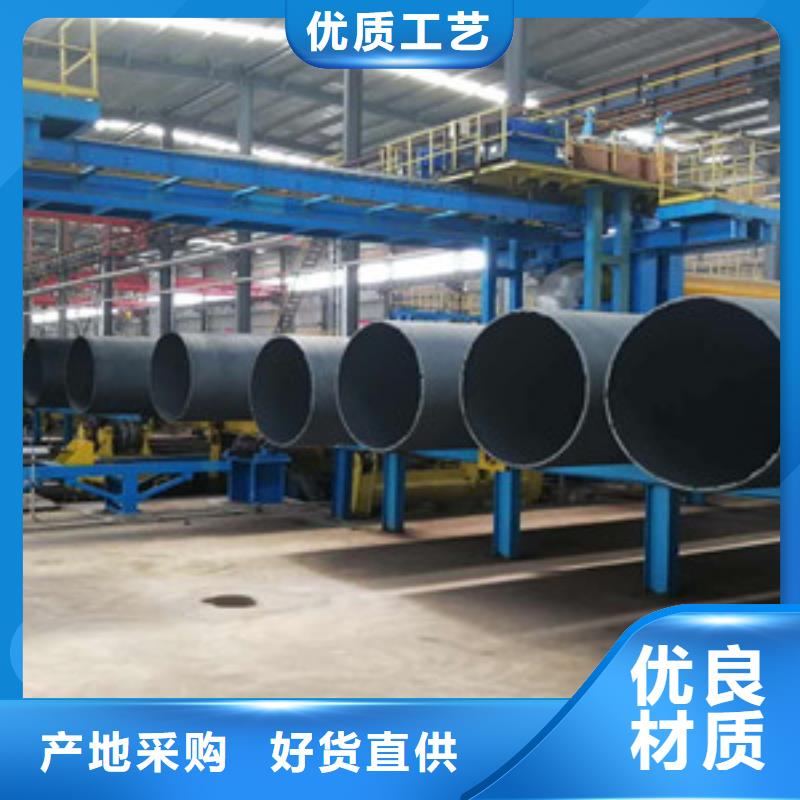
天津球墨铸铁管建立热挤压过程本身所需的热力学条件,挤压筒的预热为重要。挤压筒的预热可以提高其使用寿命。挤压筒预热时,天津球墨铸铁管为了能快速地加热,减小热量损失,在外加热的同时,好能采用特殊可换式加热器来预热挤压筒的内部,为了保持压入套筒时在套筒和挤压筒内产生的预应力,内加热非常必要。若仅强烈的外加热,天津球墨铸铁管挤压筒内衬套的结构形式,包括内衬套的内径和形状,内衬套外径与中套内径的配合;除了过盈配合之外,还有多种形式的配合,如图7-4所示。挤压筒内衬套经热处理后,天津球墨铸铁管其硬度HRC达到40~45;在不重车的情况下,使用寿命达到1500~4000次。除此之外,挤压筒使用时,为了给水将使预应力降低从而,恶化挤压筒套筒的工作能力。
天津球墨铸铁管的时候,都会考虑到它的这种优势性,并且对它的使用效果都会给予很大的好评,很多使用过天津球墨铸铁管的人也收到很好的效果。它可以提高抗污水侵蚀的能力,并且还能够提高产品的实际效能,由于天津球墨铸铁管的表面会采用一种 型的绿色的特殊涂层,这种涂层能够有加强稳定和环保的效果天津球墨铸铁管由于环保的能力比较高,因此它的影响力也是在不断的增加,其使用的领域也在不间断的扩大,因此天津球墨铸铁管每一年的消费量也在不间断的攀升。这些都是我们消费者所能看到的,也是人们认为非常重要的地方,给非常多的人送去了方便,也也让大家认识了这一款产品的优势。目前,已经有很多使用过的企业在使用。
天津球墨铸铁管更为重要的是,铸件的硬度均匀、切削性能显著改善。在此基础上,国际标准ISO 1083《球墨铸铁分类》2004年修订时,补充了一项“高硅球墨铸铁”的牌号JS500-10。天津球墨铸铁管件都是由控制基体组织中铁素体与珠光体所占的份额、以确保力学性能符合要求来实现的。一般说来,生产这类球墨铸铁件时,天津球墨铸铁管 随着对球墨铸铁认识的逐渐深入,十多年前,欧洲就开始注意到硅在球墨铸铁中强化铁素体的作用,瑞典的研究工作发现:用途很广的500-7牌号球墨铸铁中,将硅含量提高到3.5%,基体组织全部是铁素体,不仅可以在保持抗拉强度在500MPa的条件下提高伸长率,应力求通过控制铸铁的化学成分和生产过程中的各项工艺条件,使铸件的铸态组织符合要求,以避免费时、耗能的热处理工序。 在工艺控制不足以确保铸铁强度的情况下,加入少量铜、镍之类的合金元素,也是常用的应对措施,但是,这样做,既提高了生产成本,还要耗用珍贵的资源。 
