


南阳水平止水铜片欢迎电询
一、止水铜带之间的连接
止水铜带连接方式采用搭接焊接焊接时采用紫铜焊条气焊南阳止水铜片双面焊接.气焊应预热预热温度约为400℃~500℃气焊时使用硼酸盐、卤化物或二者的混合物作为焊剂焰心离开工作表面的距离应保持在2mm~4mm焊后沿焊缝两侧100mm范围内进行热锤击.水平止水之间连接时搭接长度大于20mm水平紫铜片与垂直紫铜片连接时搭接长度大于70mm.焊接接头应保证表面光滑、无孔洞和缝隙、并检查是否有漏焊、欠焊等缺陷保证紫铜止水不漏水.
二、紫铜止水与橡胶止水的连接
紫铜止水与橡胶止水的连接一般为垂直连接连接方法采用氯丁胶粘接粘接长度大于70mm粘接前将橡胶止水的凸起割掉形成平面用手挫打毛然后将粘接面涂上氯丁胶进行粘接粘接必须牢固防止裂缝.粘接后将表面用螺栓加铁板进行固定.
铜止水作为水工项目中影响整个项目的重要环节,其质量是整个项目进场检查中的重中之重。进场检查时,需要关注止水铜片是否由紫铜加工生产而成。(由于紫铜止水材料昂贵,不乏有人以铜包钢的形式滥竽充数)检查方法可以直接用磁铁或者通过划痕的形式检验。其次便是检查宽度、厚度以及铜鼻子、止水铜片立腿等尺寸是否符合设计标准。
在购买止水铜片的时候,直接在质量有保证的企业购买,便可省去不少的检查及麻烦。重庆融能公司提供的止水铜片,公司专业加工生产,可提供质检报告以及质量保。
南阳水平止水铜片欢迎电询
公司特向您总结几个在水利建筑中关于铜止水的专业术语及定义:翼板:南阳止水铜片止水铜带两端浇筑在混凝土中或安装在混凝土表面上起固定作业的部分。止水铜带的几何可伸展长度:把中部几何可伸缩部分展平,伸出的长度就是几何可伸展长度。止水带肋:为延长渗径、加强锚固,在橡胶止水带、PVC止水带的翼板设置的凸起部分。复合型止水带:将密封止水材料复合在止水带上,构成的抗绕渗能力更强的止水带。尺寸效应:长紫铜止水带强度与标准小试片强度不同的现象,它实际反映的是双向受力和单向受力对材料强度的影响。蠕变效应:反映长期受力对材料强度的影响。对软铜材料,长期受力强度与短时受力强度之比为0.9. 复合型密封止水材料可以提高抗绕渗能力。根据有限公司实验结果表明,当无接缝位移时,在混凝土中埋入深度为20CM的止水铜片,在1.5MPa的水压力作用下将发生绕渗。在该止水铜片上复合宽度为10cm、厚度为3cm的GB塑性止水材料,当复合后的止水铜片与混凝土之间发生1.0cmm的相对错动时,在2.5MPa的水压作用下仍然没有发生绕渗。采用复合型止水铜带时,必须对复合的密封止水材料进行保护避免复合密封止水材料不能发挥预期作用,对于在现场复合的止水铜带,应尽快浇注混凝土。GB复合型止水铜带现已在多个项目工程中得到使用。
南阳水平止水铜片欢迎电询
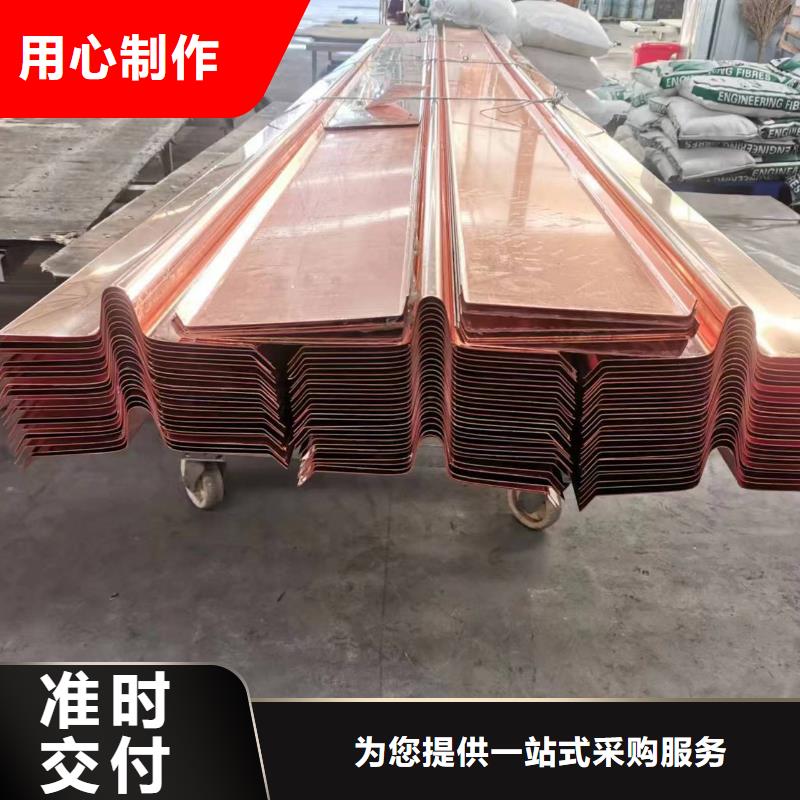
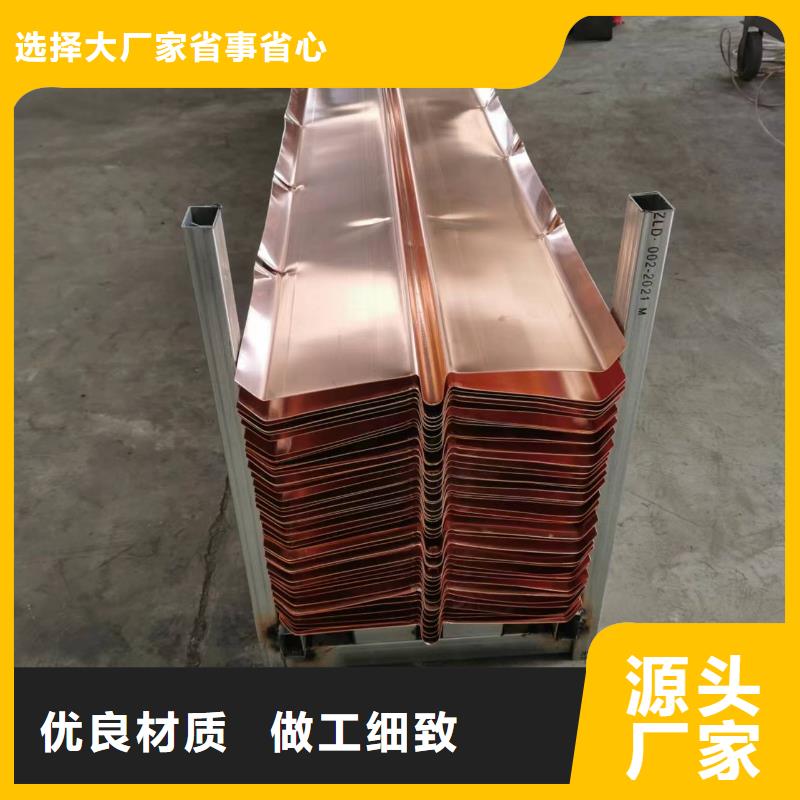
桥梁工程用止水铜片由重庆融能公司专业生产加工。止水铜片,南阳止水铜片均是以铜含量在99.9%以上的优质纯铜加工而成,并且生产过程中经过两次退火处理,可降低止水铜片硬度,以提高其可塑性。以此生产出的止水铜片韧性强,抗拉强度在205MPa以上 ,延伸率达到30%以上。重庆融能公司,可以根据止水铜片大样图免费成型,质量稳定价格合理,欢迎来电咨询
止水铜片在根据止水铜片大样图加工的过程中,几乎都会设置铜鼻子,那么铜鼻子在我们的水工建筑中到底起到了怎样的作用呢?
止水铜片安装过程中,会根据需要填塞其他的塑性材料。那么,在应用过程中,若因为震动或冲击使建筑体发生偏移时,施工缝有分裂的倾向,那么这个时候铜鼻子就会起到非常重要的作用。铜鼻子会顺着分裂方向拉伸,铜鼻子内的塑性填料便可分散作用力,从而起到抗震防裂的效果。
南阳水平止水铜片欢迎电询
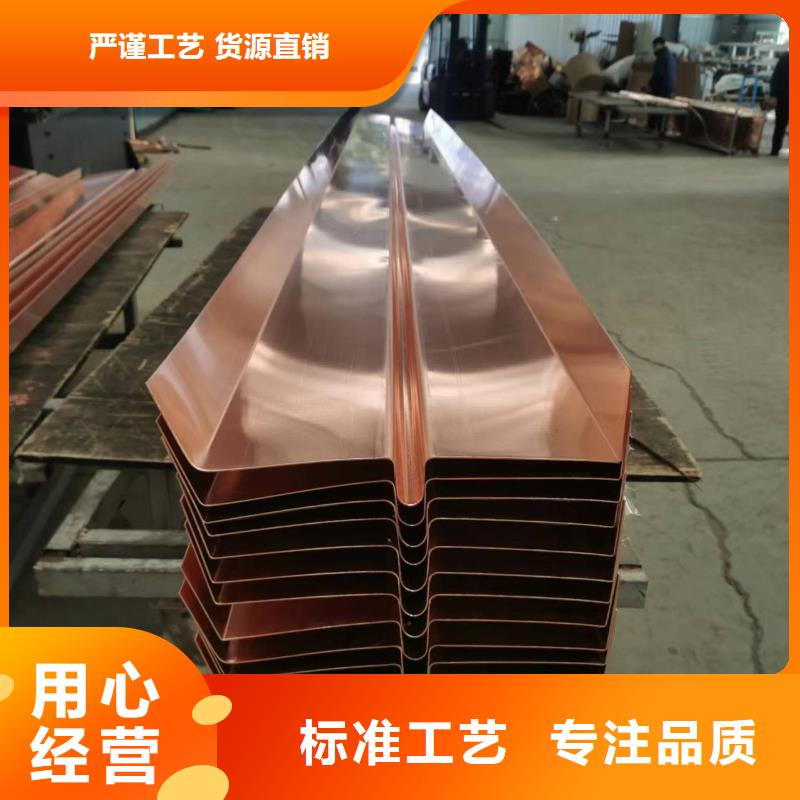
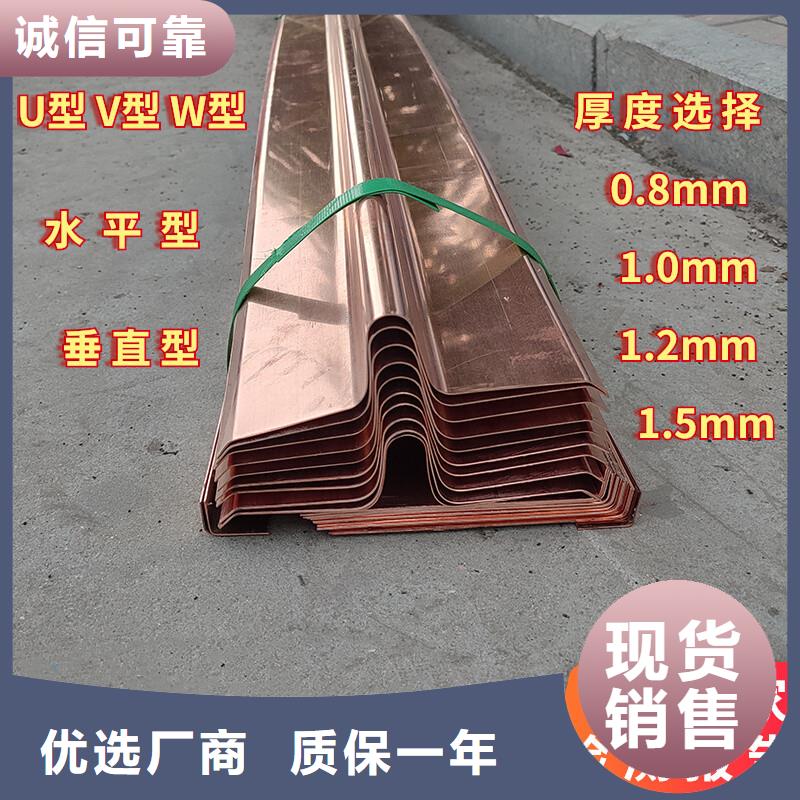
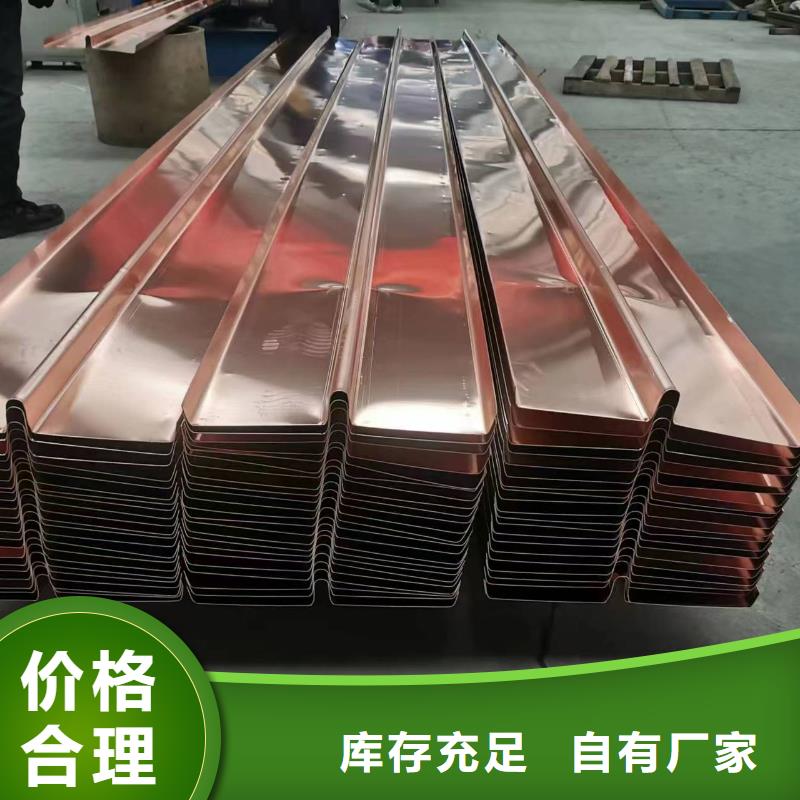
紫铜止水南阳止水铜片常被广泛的使用于各种水工建筑的防渗水、漏水中,根据不同项目的设计要求,可以加工成W型止水铜片、F型、T型、U型等。而紫铜止水能根据不同需求加工成不同形状的止水铜片,取决于紫铜止水优良的加工特性。
紫铜止水,原材料为含量大于等于99%的电解铜,因其铜含量大、在空气中表面被氧化而呈紫红色得名。铜具有可塑性加强的特性,决定其加工性能良好,可以在退火之后,延伸率达到30%以上。因此,不仅加工性能可塑性强,且在使用过程中,抗拉防震效果也可超出普通止水材料。
气焊是用氧气与乙炔产生高温,熔化焊条与焊件的金属凝固后形成一条焊缝。其具体操作方法是:关闭焊把开关,将乙炔及氧气打开,点火慢慢打开焊把开关点燃焊嘴,将焊条根据需要放在被焊物体上,再逐渐调好焊嘴的火苗强弱,使用火苗融化焊条与焊件的金属凝固后形成一条焊缝。
1)搭接焊工艺
① 止水铜板焊接采用搭接焊,其搭接长度不小于40mm。
② 为获得高度和宽度均匀的焊缝,紫铜片止水搭接采用左焊法(焊炬从右向左移动)。
2)施焊操作要点
气焊的基本操作方法包括氧气乙炔焰的点燃、调节和熄灭、起焊、焊接过程中焊炬和焊条的运动、接头和收尾的操作要领。
氧气乙炔焰的点燃、调节和熄灭。焊炬的握法,应右手拿焊炬,将拇指和食指位于氧气调节阀处,同时拇指还可以开关、调节乙炔调节阀,随时调节气体的流量。
点燃火焰时,应先稍许开启氧气调节阀,然后再开乙炔调节阀,两种气体在焊炬内混合后,从焊嘴喷出,此时将焊嘴靠近火源即可点燃。点火时,拿火源的手不要正对焊嘴,也不要将焊嘴指向他人或可燃物,以防发生事故。刚开始点火时,可能出现连续“放炮”声,原因是乙炔不纯,需放出不纯的乙炔重新点火。有时出现不易点火的现象,多数情况是氧气开得过大所致,这时应将氧气调节阀关小。
火焰的调节,刚点燃的火焰一般为碳化焰。这时应根据所焊材料的种类和厚度,分别调节氧气调节阀和乙炔调节阀,直至获得所需要的火焰性质和火焰能率。如将氧气调节阀逐渐开大,直至火焰的内外焰、焰芯轮廓明显时,可认为是中性焰;如再增加氧气或减少乙炔,可得到氧化焰;如增加乙炔或减少氧气则得到碳化焰。如果同时增大乙炔和氧气则可增大火焰能率,如火焰能率仍不够大时,应更换大直径的焊嘴。
调整后的火焰形状不得歪斜或发出“吱吱”的声音。若发现火焰不正常时,
南阳水平止水铜片欢迎电询
