


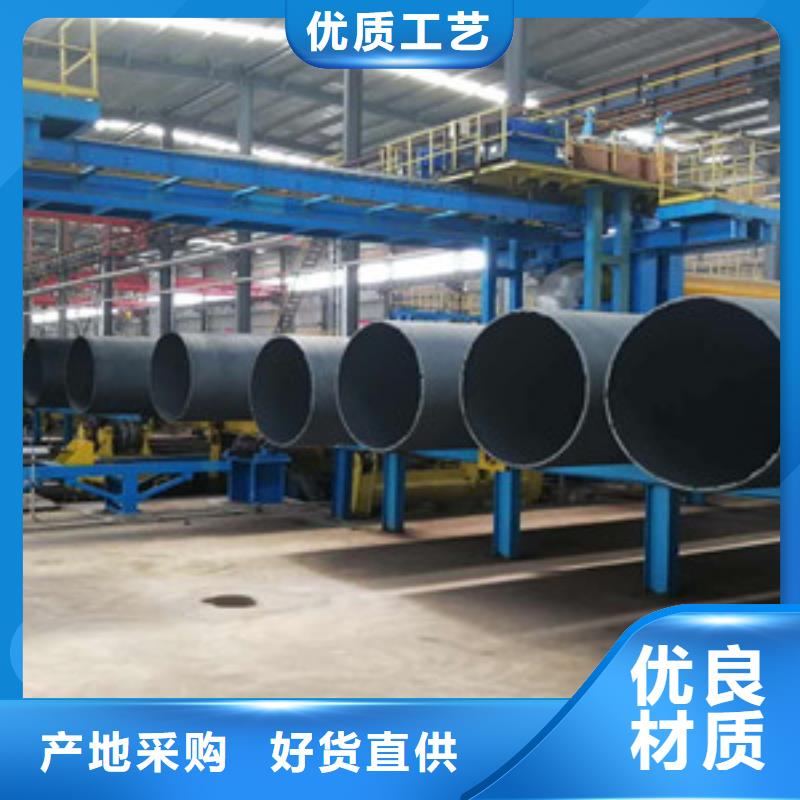






对角度偏转较大的管线,回填时应分层夯实,以防管子位移。提高球铁管的入炉温度 在过程中,充分利用上一工序结束时物料的余热是节约能源的一个重要途径。根据理论计算,球铁管加热到1000℃,在600℃入炉与25℃入炉相比吨管能耗降低320000kJ,可节约焦炉煤气约20m3或者重油8kg。铸管公司退火炉的退火能力约是现有离心机能力的2倍,为此采取了间歇式集中退火的办法。金华球墨铸铁管若管沟的基础太软,会引起管道的非均匀沉陷,因此要对地基进行处理,可在挖好的沟底铺一层碎石和砂子;若管沟的地基是岩石层,为避免岩石与管外壁刚性接触引起的管身损伤,也要在管沟上铺一层细砂。回填时管沟的地下水要尽量排除,回填土直接与管子接触的部位应用良质土砂,而不应有石块等。

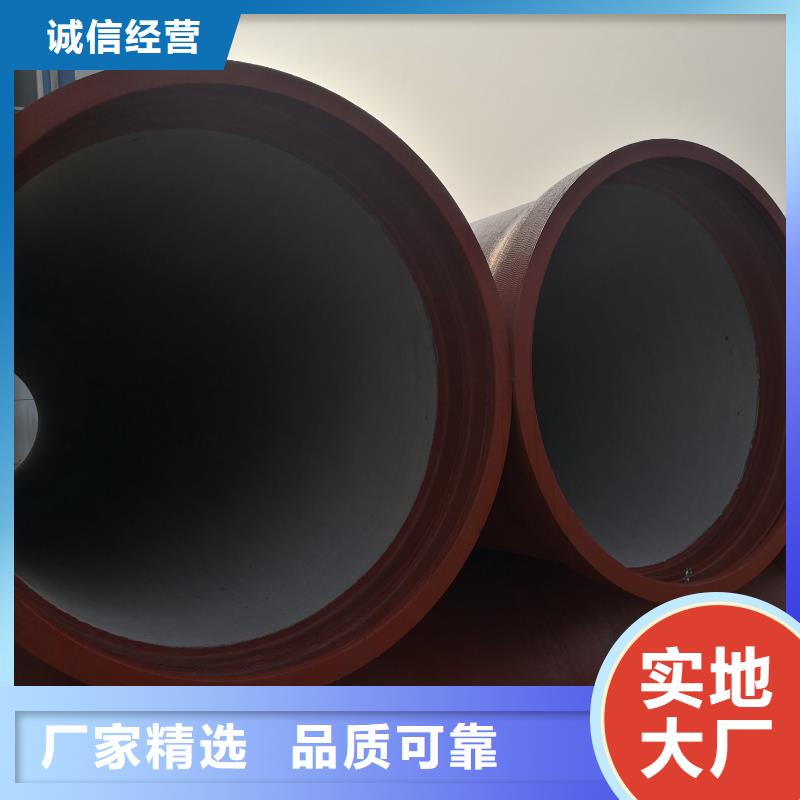
管壁的力学性能差异较大,内壁共晶渗碳体,珠光体的分解和转变,使石墨球长大,组织体积膨胀,导致铸管径向尺寸变大,石墨化程度越高,石墨球越容易长大,从而体积膨胀越大,而渗碳体,珠光体的分解是需要一定的温度和时间要求的,试样的球化率达到了的国标要求,靠近内壁的球化率为6级,为管子内壁夹渣,杂质元素多造成;外壁球化效果较中心和内壁好;外壁组织中莱氏体化严重金华球墨铸铁管承口内的所有杂物擦洗干净。将胶圈上的粘着物清擦干净,把胶圈弯为“梅花形”或“8”字形装入承口槽内,并用手沿整个胶圈按压一遍,或用橡皮锤砸实,确保胶圈各个部门不翘不扭,平均地卡在槽内。将润滑剂平均地涂刷在承口安装好的胶圈内表面在插口外表面涂刷润滑剂时要将插口线以外的插口部位全部刷匀。
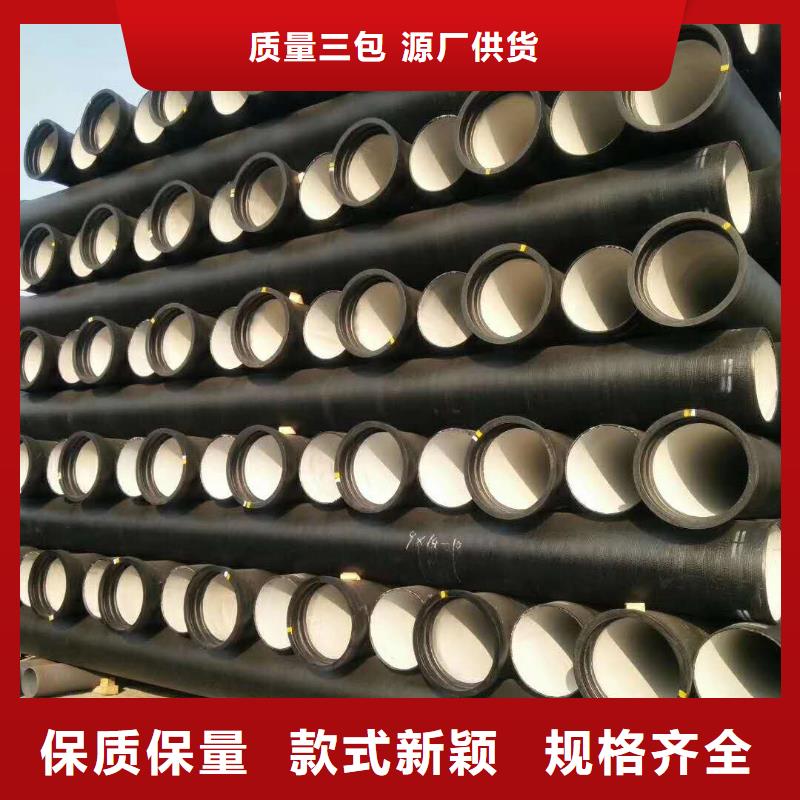
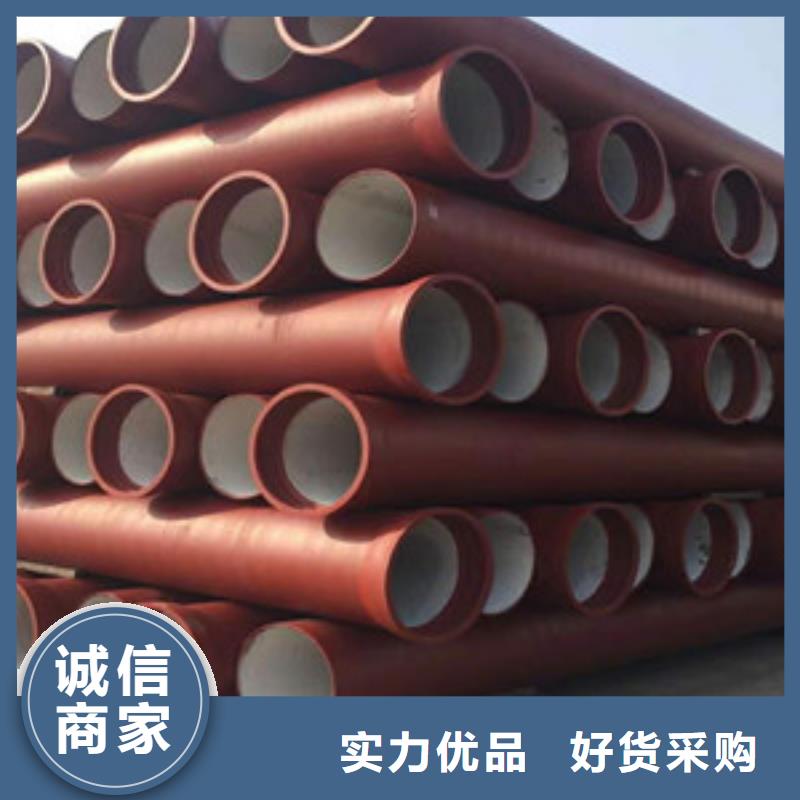
大口径金华球墨铸铁管件的泡沫模样一般由四个部位组成(承口部位、插口部位、管体部位、法兰部位),用冷胶粘结成形。金华球墨铸铁管就是按传统的拉管工艺制作的管(也就是说的连续金华球墨铸铁管),质量不是很能保证。离心金华球墨铸铁管是按离心浇铸的工艺制作的管,这种管的质量能保证。主要用于输水、输油、输气的管道。 水冷金属型金华球墨铸铁管单支长度为6米,目前市场主流球墨管均为水冷金属型金华球墨铸铁管。热膜铸造工艺的球墨管一般为单支长度8米,采用此种工艺生产的金华球墨铸铁管一般为大口径管道。比如DN1000以上。考虑到金华球墨铸铁管件尺寸较大,在上涂料和造型时模样将会承受到较大的作用力,泡沫模样密度取0.022g/cm3 至0.024g/cm3。浇注系统选用0.020g/cm3泡沫塑料(EPS)板材制作。

钢铁行业的景气度也成为场内资金的风向标,在年内普遍实现出色表现的背景下。一个挤压(穿孔)筒在挤压(穿孔)线上进行挤压(穿孔);另一个挤压(穿孔)筒则旋转到线外,完成清扫、冷却和装料等辅助工序,不需要附加的消耗工作时间。俄罗斯伏尔加钢管厂的55MN(5500t)挤压机和美国的Lonestar钢管厂的55MN(5500t)挤压机都是这种结构形式。原上海第五钢铁厂的4000挤压机也是采用这种结构挤压法可以生产各种各样的产品,挤压产品断面的高精度及其断面的稳定性,需要大量高寿命和形状相对稳定的工模具。钢铁行业再度向具有规模,技术优势的国有企业集中,因此,钢铁行业国企业绩的回暖也直接反映出行业整体景气度的提升,随着价值投资理念逐渐被市场认可,金华球墨铸铁管的热和机械冲击、耐高温或低温、耐腐蚀以及尺寸稳定性等。为了满足使用条件的这些变化、球墨铸铁现有许多牌号,提供了机械性能和吻理性能的一个很宽的范围。

