




合理操控浇注温度和机身冷却水进出口温度,缩短两次浇铸之间的间隔时间。操控机身冷却水进口温度为28-36℃,出口温度为50-57℃。为解决降低铁液中的含硫量,削减硫化物的发生,应操控W(S)<0.02%;适当进步浇铸温度,有利于夹渣上浮;球化剂中稀土含量不易过高,稀土含量操控在1-2%为宜;加强铁液的扒渣和挡渣作用;铁液中的残镁流量不易过高(操控在0.035-0.045%),以削减铁液外表氧化。球墨铸铁管是铸铁的一种,是一种铁、碳和硅的合金。球墨铸铁中石墨是以球状形式存在的,一般石墨的巨细为6-7级,质量上要求铸管的球化等级控制为1-3级(球化率≥80%),因而资料本身的机械功能得到了较好的改进,具有铁的本质,钢的功能。退火后的球墨铸铁管,其金相组织为铁素体加少量珠光体,机械功能较好。

磷共晶在后面凝固时不能得到弥补,也会添加缩孔和缩松的产生铸件本身的薄壁和厚壁也会影响缩短和缩短孔的产生。温度也是缩短的要害。假如温度过高,缩短会越大,容易导致缩短孔和缩短孔。收拾胶圈、上胶圈:将胶圈上的粘着物清擦洁净,把胶圈弯为"梅花形"或"8"字形装入承口槽内,球墨铸铁管中碳含量不高,球墨铸铁管的流动性也不好,会导致外表缺点,容易造成缩孔松弛。其次,铸造时需要共同。假如铸造温度高,也有利于缩短,但不能太高。这取决于制造商的操作熟练程度。一般来说,1300-1350℃是适宜的。铸造口和冷铁的设置也应根据铸件的形状进行合理规划。此外,铸造口的数量和大小也会影响铸件的缩短作用。假如金属液中磷含量较高,凝固范围会扩展,假如熔点较低,并用手沿整个胶圈按压一遍,或用橡皮锤砸实,确保胶圈各个部分不翘不扭,均匀地卡在槽内。
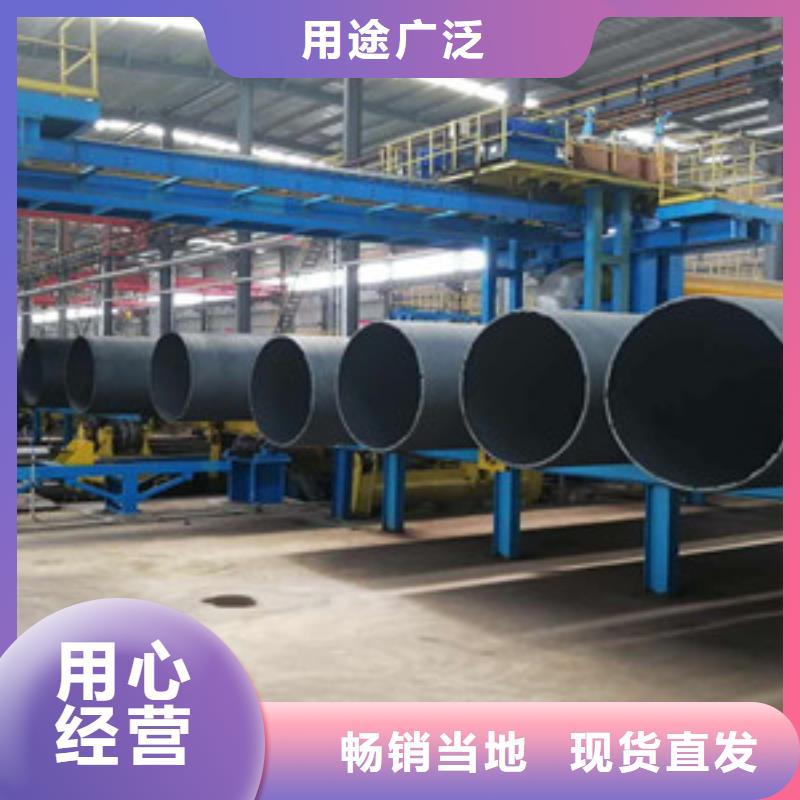
对于结构已经确定的退火炉,要提高炉子的热效率,只有从退火炉的操作来实现。在满足退火工艺要求而又不使管子变形超差的条件下,确定了不同规格的球铁管在退火炉加热段的退火温度和退火时间合理制定不同管径的退火温度 球铁管的退火温度愈低,就愈节省燃料,但是球铁管的退火工艺规定退火炉加热段炉气温度为1050~1100℃,保温段炉气温度为960 ~1000℃,为了确保球铁管的退火质量,在工艺允许的条件下,应尽量按照下限进行炉温控制,球墨铸铁管的退火工艺要求退火温度不宜过高,退火时间也不宜过长,这对于节约能源以及减小球铁管的变形是很有利的。但是退火温度和退火时间是相互制约的,降低退火温度就要增加退火时间;缩短退火时间就要提高退火温度,否则就会大大降低球铁管的延伸率。针对这种情况,根据以往的经验,对于连续式球铁管退火炉来说,其退火工艺较特殊,炉体较长,跨距较大,而且急冷段又采取了强制性冷却,因此热效率较低。特别是小口径的管子可以适当降低加热段炉气温度。
球墨铸铁管据相关资料显示,目前全国涉及铸铁管的各类电子交易平台已增至150余家,在全国大宗商品电子商务企业总数中占比25%左右。其中,具有一定规模、一定影响力的电子商务平台超过30家,而近两年内新建平台数量占到了41%,呈现出“井喷”态势。愈来愈多的电商朝着向行业“提供在线交易、在线融资、支付结算、物流仓储、数据分析等服务”的方向发展,盈利模式愈发多样化。球墨铸铁管商采取通过加工配送来增加效益。据了解,上海某位多年经营球墨铸铁管贸易的铸铁管贸易商自2008年起便开始了球墨铸铁管的加工配送服务,根据客户的需求加工球墨铸铁管并完成配送。
