
我厂坐落于汪家铺工业区沧盐公路南侧,交通条件便利,技术实力雄厚,经济后盾强大,市场前景广阔。<西宁>盛丰管道防腐保温工程有限公司生产设备齐全,配套能力强,有一整套严格的西宁涂塑防腐钢管生产管理体系和质量保证体系并拥有一支素质良好的员工队伍,在西宁涂塑防腐钢管产品的生产方面,已形成一整套独特可靠的工艺流程与生产方法,西宁涂塑防腐钢管产品规格齐全,价格合理、客户至上、服务周到、让利客户、薄利多销为原则,诚实守信为宗旨。经过多年的经营,已经同全国各厂家建立了稳固的供货体系,同使用单位建立了良好的经营体系。 公司愿与各地的新老客户共同搭起一座智慧的桥梁!与您共同发展灿烂美好的明天!



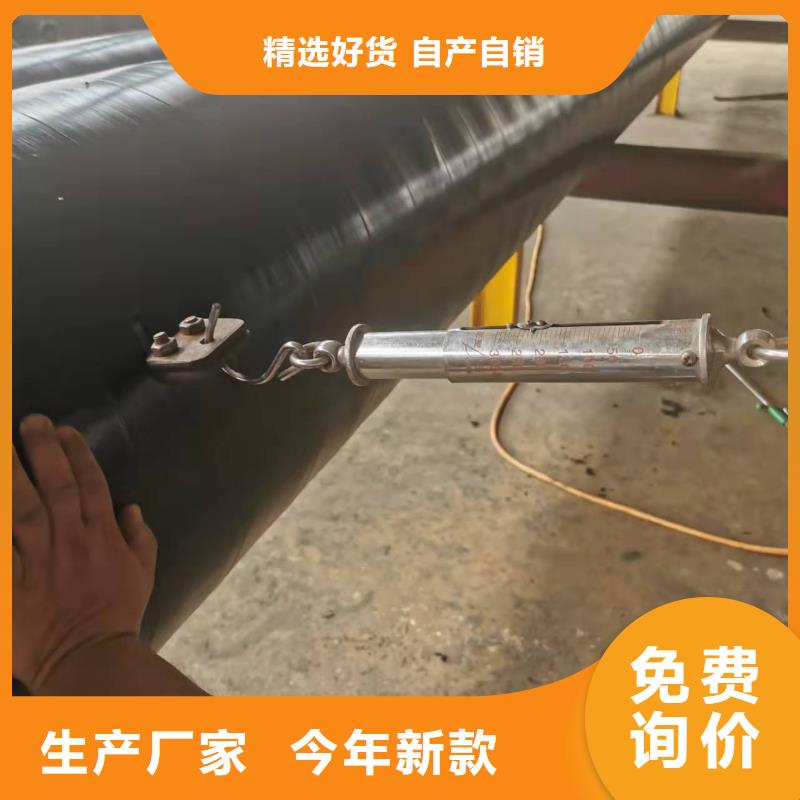
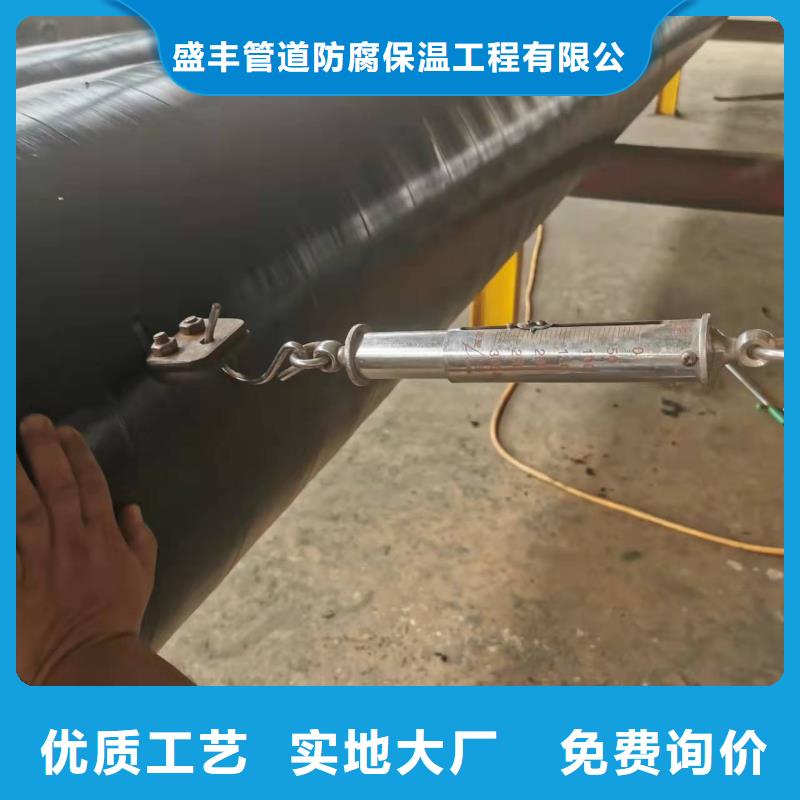
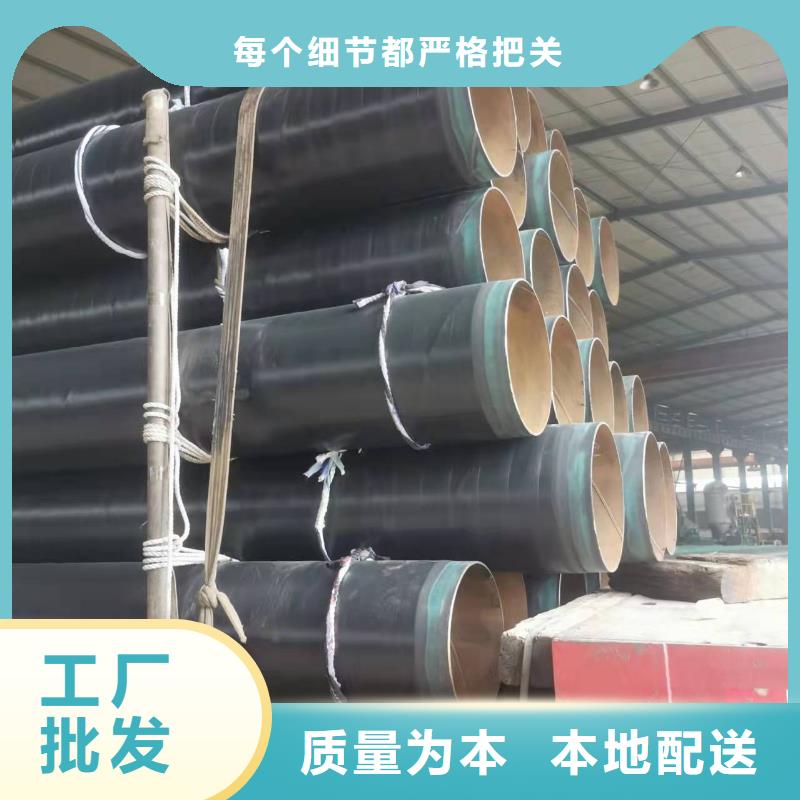
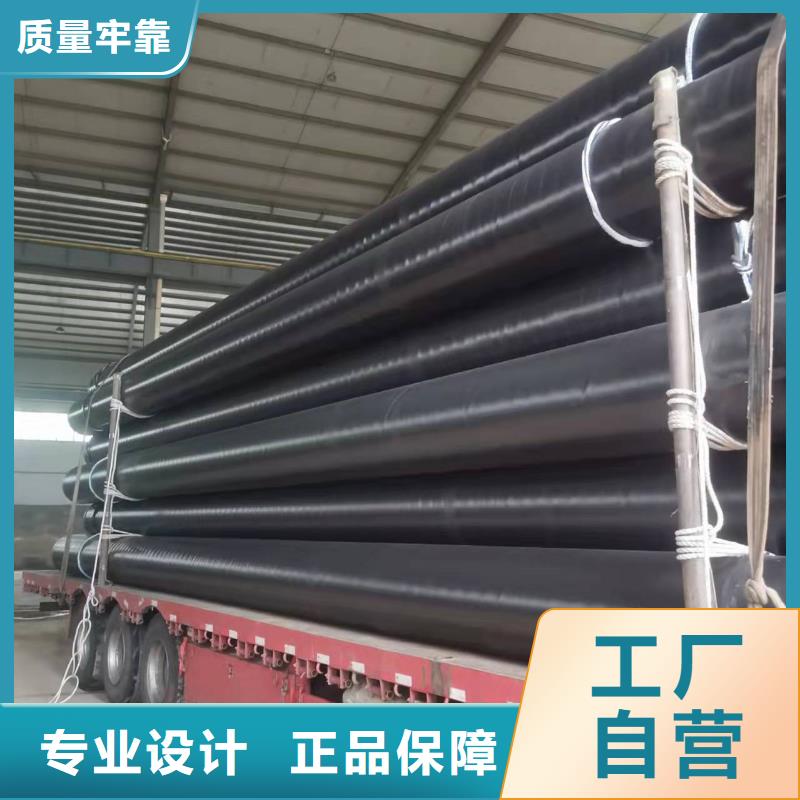
西宁防腐保温钢管,西宁环氧粉末防腐钢管工艺流程:前处理~预热中频~钢管上线抛丸除锈~除锈后检测~加热中频,环氧粉末喷涂~冷却~在线检测~钢管下线 一、西宁环氧粉末防腐钢管表面处理 1、基层处理,使用有机溶剂除去钢管表面油污,钢管通过传送带传输至中频加热装置,进行中频预热(预热温度60℃左右),去除油水湿气等。 2、喷砂处理,用离心抛丸机将钢砂高速喷射钢管表面,清除锈层,并清除干净表面浮尘。达到Sa2.5级除锈标准,粗糙度40一100拌m。 3、除锈后检测,先目测对有疵点的钢管进行修整或剔除,再按照标准规定的检测频率使用粗糙度测量仪等检测除锈等级。 二、西宁环氧粉末防腐钢管加热 经过表面除锈处理的螺旋钢管采用无污染的电感应加热热源(钢管通过载有交变大电流的线圈所形成的交变磁场而产生涡流加热)均匀加热。加热的温度可根据生产速度、管壁的厚薄以及涂层胶化、固化时间进行调整,一般为230~260℃左右。用测温仪进行连续测量,以准确控制钢管表面温度。 三、西宁环氧粉末防腐钢管粉末涂装 FBE环氧粉末先在流化床内充分流化,然后通过静电喷枪,使粉末颗粒带负电,均匀地豁附在接地的经预热的钢管表面。对于少量扩散的粉末,可通过回收系统回收,不会造成粉尘污染。涂层的厚度根据要求,由上粉量、生产速度等调节,设计厚度400一1200拼m。 四、西宁环氧粉末防腐钢管粉末熔化、流动、勃合、固化 赫附在预热钢管表面的环氧粉末受热熔化,并流动,进一步流平覆盖整个钢管表面,特别在钢管表面的凹陷处以及焊道两侧,熔融的涂料流人填平,使涂层与钢管紧密结合, 限度减少空隙。流平后的涂层进一步胶化、固化。根据不同的生产速度以及对胶化、固化温度、时间的要求,采用不同类型的粉末与之相对应。 五、西宁环氧粉末防腐钢管涂层冷却 涂层可进行自然冷却,也可以在固化后进行强制冷却(水冷却)以达到加大生产速度,节约生产场地的目的。 六、西宁环氧粉末防腐钢管在线检测 在防腐管道表面温度降至100℃以下后,用火花检漏仪对涂层做漏点检测,并在漏点部位做出标记,下线后按标准要求进行修补。
