






国外护栏强制性要求必须进行碰撞试验检测护栏的防护能力,美国在1962年首先采用了实车碰撞试验的方法对护栏的防撞性能进行评价,目前使用的是1993 年颁布的“公路安全设施安全性能评价推荐程序(NCHRP Report 350)”,简称美国350报告。欧洲是从上世纪七十年代开始,根据本地区情况对实车碰撞试验检验护栏安全性的方法进行研究,目前采用的是EN1317标准。日本的建设省道路局在1965年发布了防护栏的设置标准,并在1972年、1998年和2004年对防护栏的设置标准进行了修订,并发布了相应的防护栏设计标准的解释文件。1999年澳大利亚和新西兰参考美国的350报告颁布了道路安全护栏系统标准。我国的《高速公路交通安全设施设计及施工技术规范》JTJ074-94(简称JTJ074-94)规范中 次涉及到护栏性能的评价内容。2004年交通部颁布的《高速公路护栏安全性能评价标准》JTG/TF83-01-2004(简称F83标准)标准在国内 次专门规定了护栏的安全性能评价具体办法和指标,规范了护栏的安全性能标准。
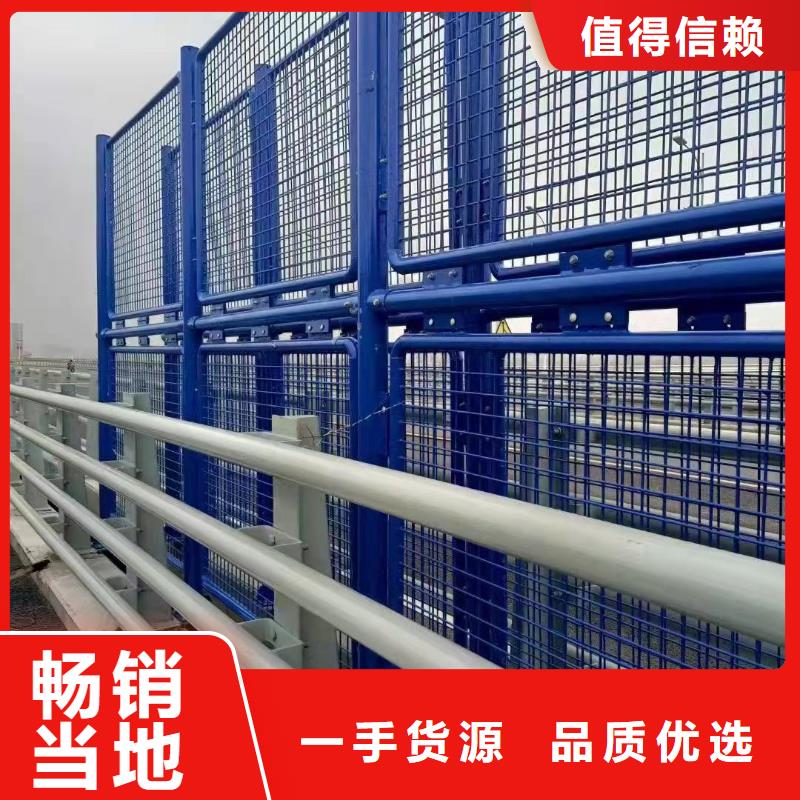
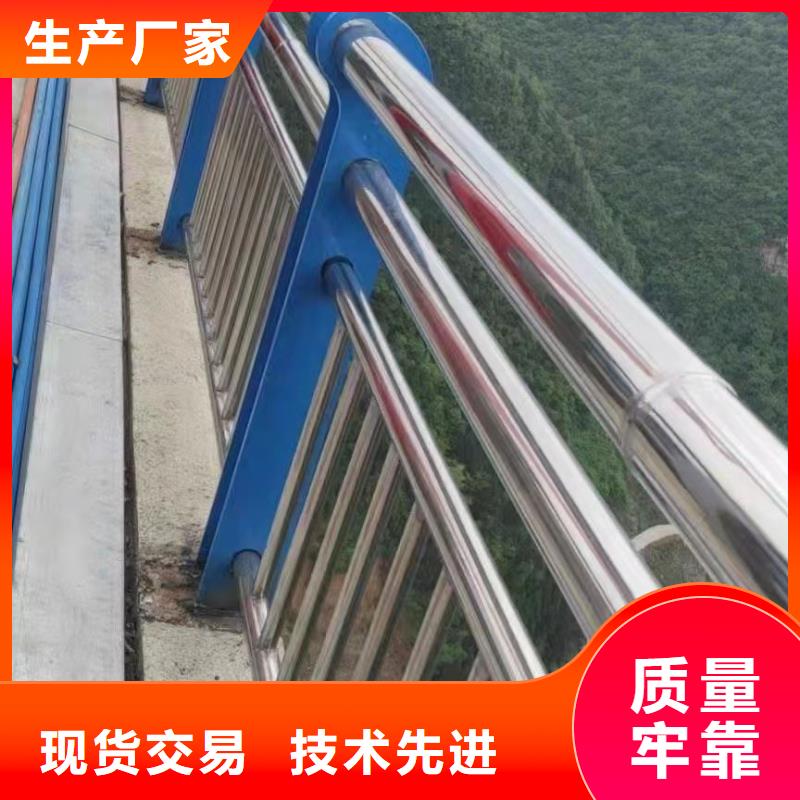
<陇南>聚晟护栏制造有限公司 陇南道路护栏-老客户喜爱
内衬不锈钢复合钢管基层为Q235B, 因此采用 SMAW 的方法, 焊条选择准 3.2 mm 的 THA302 最为合适, 既可以保证焊缝金属的强度, 还可以保证其塑韧性。 内衬不锈钢复合管在焊接时首先进行下料, 必须采用车床, 锯床等冷加工机械进行下料, 严禁使用火焰或等离子等切割工艺, 接着对内衬不锈钢复合管的焊接面进行焊缝坡口处理, 焊缝坡口的加工一般须采用专用坡口机, 车床等冷加工机械, 严禁采用火焰切割等热加工方法加工, 然后对内衬不锈钢复合管的坡口进行整形, 以内径尺寸为准, 采用内芯整圆的方法, 使焊接坡口处复层的椭圆度偏差符合要求。 焊接不锈钢复合钢的焊工需要具备焊接基层和复层母材的焊工资质,焊接过渡层的焊工同时还应具有耐蚀堆焊资质。 施焊之前必须有合格的焊接工艺评定。 焊接工艺评定编制前, 必须明确所要选取的焊材、 焊接顺序、是否要求焊前预热及焊后热处理。

