







测试管道设计的实施方案比较简单快捷。但便捷的根源在于管道和弯管、管接头等库比较充足。今天我们就一起来看看生成管路和弯管的条件,各位管路工程设计人员可以根据自己的实际情况建立属于自己或者企业的管道和弯管库吧!
一、转化成管道标准
1.绘图2个圆的手稿,各自取名为“直径”和“公称直径”
2.该手稿取名为“管路手稿”
3.拉申一个长短,该“常规-拉申”改成“拉申”,规格取名为“长短”,留意拉申方位。
4.绘制完毕后选择横截面绘制圆形手稿输入与名义直径相同的规格并命名名名为Filtersketch的名义钻石
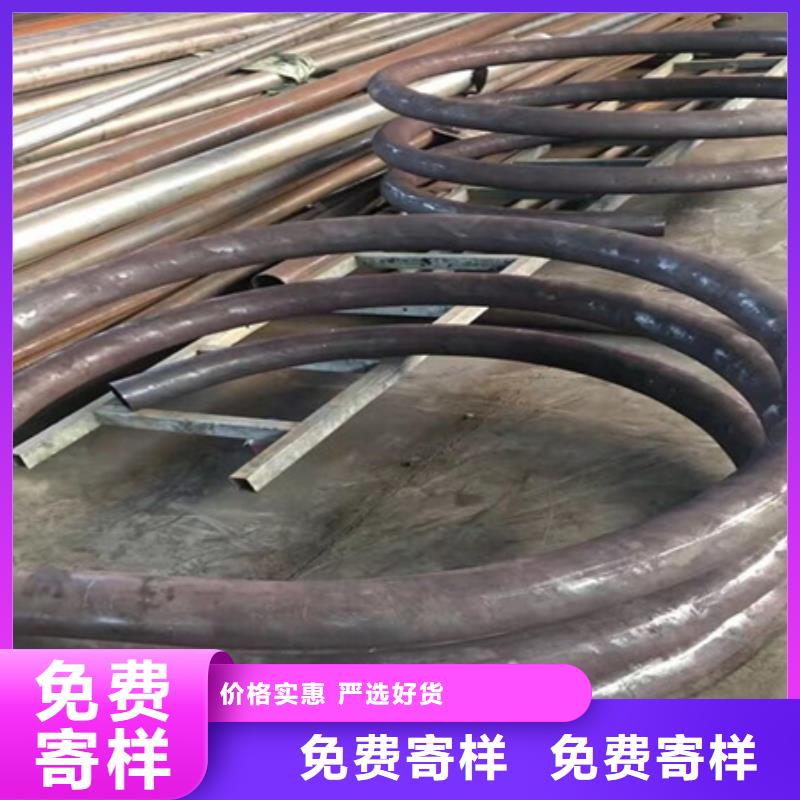
二、 转化成弯管标准
1.绘图一定位点弧形,标视角“90”取名“钣金折弯视角”,标半经“R值”取名为“钣金折弯半经”,该手稿取名为“弯管弧形”。
2.选一基准点绘图一个圆,标直徑“φ值”取名“直徑”,并精准定位。
3.应用“扫描仪特点”,并“抽壳”,维持壁厚,即“靠外”抽壳。
4.选前边绘图的2个“点”,撤出并选二点转化成节点,留意点的挑选,及值。
5.显示信息特点规格。
接管和弯管是管路系统软件中基础的2个零配件,搞好后也要在引出来管路的常规零件中设置管路节点,明确联接方位及分辨管道直径的规格型号规格。
设计方案时,在装配线上将常规零件装进并储存,鼠标右键节点“刚开始管路”根据访问寻找接管和弯管,有可能要点一下过虑,分辨到后刚开始绘图三d手稿,进行后发布编写情况,储存设计方案結果。
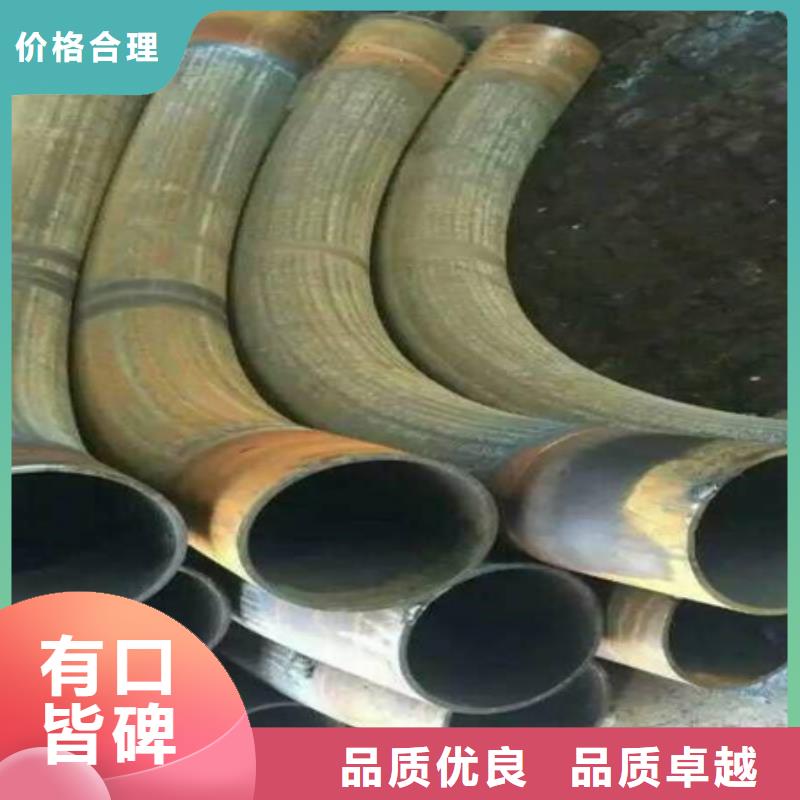
如今的弯头是现阶段常见的连接头方式 ,依据弯管种类,能够 分成手动式弯管和弯管加工生产厂家,伴随着工业产业链的提高,传统式的生产加工中弯管技术性也在迅速发展趋势,一些客户规定因而的弯管加工厂,开展一些弯管加工的难题,有时候大家让因而做防腐蚀解决,这非常简单,因而加工厂做防腐蚀解决比去施工工地做防腐蚀解决非常容易得多,加工厂的占地面积很广,資源也很丰富多彩。现如今的轧辊钣金折弯是弯管加工全过程中,较为普遍的钣金折弯生产加工方式 ,此外好几个是以主动轮,滚弯方式 和原理基本一致,仅仅用以滚管的滚辊,以具备与管截面外观设计相符合的工作中表层,钣金折弯时,仅变动主滚子轴承和滚子轴承中间的间距,就可以获得各种各样夹角的钣金折弯,此方式 特别是在适用曲线图环或螺旋式线形管材,翻转钣金折弯关键用以夹角大的薄壁管材,对小半经钣金折弯束手无策,为此获得更强的应用难题。
在用以弯管加工的工艺流程中,在四柱液压机上应用磨具弯精轧管,弯管加工是由于磨具调节简易,生产制造高效率,一般 在生产制造中普遍应用,如含有平行线段的管材或弯管加工商务舱,弯管加工很普遍,不一样制造行业的主要用途不一样,但不了解弯管加工的操作方法,并掌握到此主要用途的一些常见主要用途,一些管路应用多种多样弯头,如船只用管路和输油管及其小汽车的运用等。
因为弧型弯头比其他类型的弯头中,弯管加工以具备大量优势,各种各样原材料在弧型弯头中运作更畅顺,与管路内壁的小冲击性相对性匀称,在应用弯头时,不必十分明显地挤压成型,弯头因而应用全过程中不可以碰水,要在自然环境较为干躁的地域应用。

斜角弯管加工在防锈处理层面怎样清理和酸洗钝化在我们的日常生活中,我们经常可以看到斜角弯头的影子,它应用于各个领域。但是,斜角弯头使用寿命的关键在于防腐涂层的类型、整体实际操作的质量以及相应的应用条件,这是对斜角弯头常规使用和使用寿命的直接危害。斜角弯管加工在防锈处理层面怎样做好干净和酸洗钝化
斜角弯头在防锈处理层面有下面三点必须需注意:
一、斜角弯头的日常清理:
当我们清理斜角弯头时,使用的有机溶剂应能够保证货物表面、植物油及其灰尘等残留物的合理去除,并保证斜角弯头表面的氧化皮和锈蚀也能合理去除整洁,终达到清洁的具体目的。
二、斜角弯头防锈处理专用工具:
斜角弯头在防锈处理层面,可以采用的专用工具有很多,可是其实真真正正能发挥效果的却很少,可以采用钢刷,随后对斜角弯头的外表开展持续的打磨抛光除铁锈,事实上在制造和生产的前期,就可以运用钢刷将材料表层的铁锈除去。
可是假如斜角弯头表层所形成的氧化皮十分的牢固得话,那麼运用钢刷以后的作用也不会太显著,并且也达不上顾客的有关规定,此刻就要调节除铁锈的有机溶剂和专用工具,由于并不是仅有一种成分会直接影响到斜角弯头的除铁锈实际效果。
三、对斜角弯头开展酸洗钝化:
斜角弯头在酸洗钝化上关键可以分成二种不一样的方法,一种是较为普遍的电解法方法,也有一种则是近几年较为常见的平常的有机化学方法,酸洗钝化的目标也是关键将斜角弯头表层的氧化皮,及其锈迹等开展除去,可是,有机化学的清理方法会产生一定的空气污染。
其实斜角弯头的防锈处理也有一种方法,就是用推进剂进行防锈处理,这种方法不仅可以合理地消除斜角弯头表面的锈迹、金属氧化物和废物,而且还可以提高斜角弯头所需的粗糙度,因为它具有一定的实际冲击效果。
无论是以中国還是海外,就现阶段的发展趋势状况来剖析得话,在热煨弯管生产加工生产流水线层面实际上全是向着向着大口径、大壁厚及其高钢级方位发展趋势。在具体工作中,也大部分全是选用高频电磁感应加热,微型机主要参数操纵的精益生产方式。下边人们就以某弯管生产加工公司来进行表明。
,该生产商在中国该制造行业中具备一定的象征性,不但技术设备优秀,有着好几条优秀生产流水线,并且在诸多工程项目中完成了热煨弯管生产加工生产制造的每日任务。而现如今以便扩张生产规模,提高公司生产制造水准,必须导入一条优秀的生产流水线。据统计,该生产制造先能够 完成较大生产加工直徑1620mm,壁厚40mm。
除此之外,在开展弯管生产加工工作的情况下,不但维持稳定,并且可以做到24米的放料长短。该系统软件的拐臂旋转、卡头开闭及其半经调整等应用的是液压传动系统,姿势靠谱优秀。在加温层面也是选用的现如今更为优秀的整流电源,输出功率调升便捷精确。

