

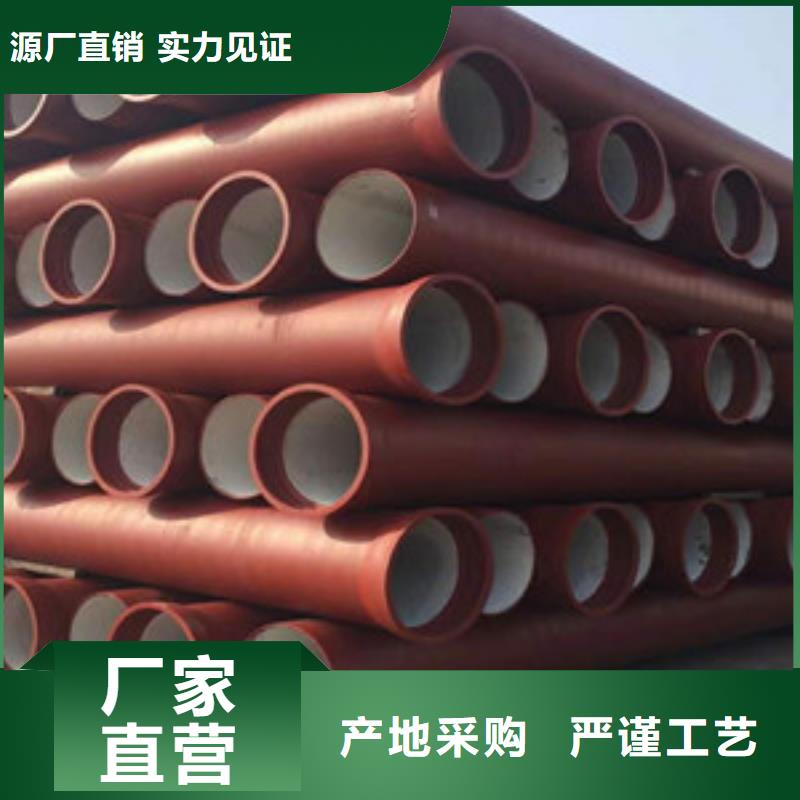







球墨铸铁管确定合理的加热温度和退火时间 球墨铸铁管的退火工艺要求退火温度不宜过高,退火时间也不宜过长,这对于节约能源以及减小球铁管的变形是很有利的。但是退火温度和退火时间是相互制约的,降低退火温度就要增加退火时间;缩短退火时间就要提高退火温度,否则就会大大降低球铁管的延伸率。针对这种情况,根据以往的经验,在满足退火工艺要求而又不使管子变形超差的条件下,确定了不同规格的球铁管在退火炉加热段的退火温度和退火时间泡沫模样材料采用普通的EPS发泡成型。为保证泡沫模样尺寸精度与刚性,减少多次拼接造成误差和变形的原则。
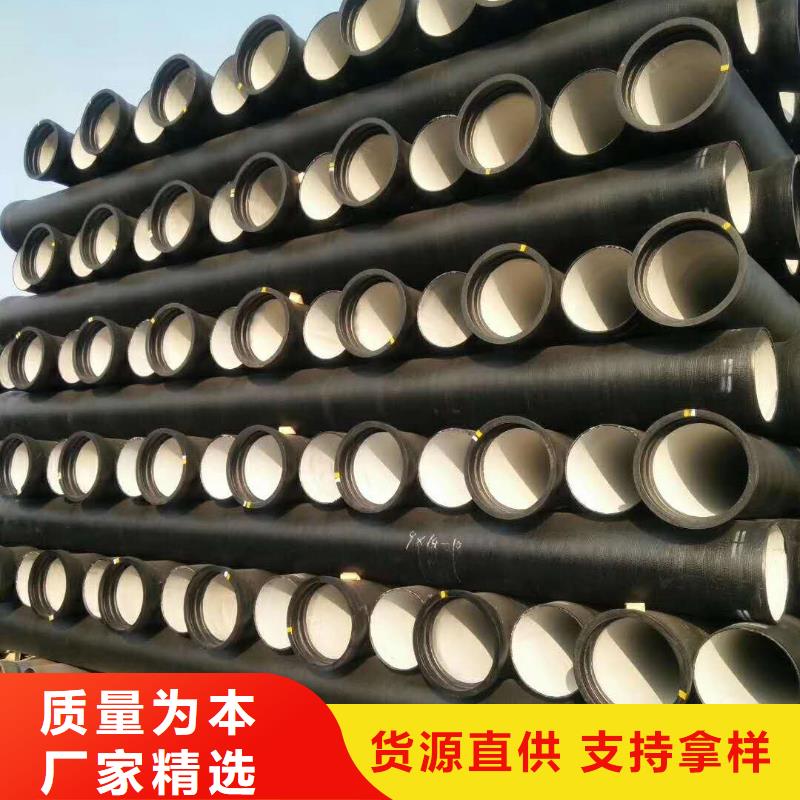
球墨铸铁管的气密性检查:气密性检测的常用方法有气泡法,涂抹法,化学气体示踪检漏法,压力变化法,流量法,超声波法等等。传统的检测泄漏方法多采用气泡法和涂抹法。铸铁常用的合金元素有等。其中以铁合金形式加入,Cu、Ni、Sb、Sn以金属形式加入,V、Ti以铁合金或VTi生铁形式加入。加入时机在炉后(冲天炉)、炉内(感应炉)还是炉前, 山东聊城格瑞球墨铸铁管道采用180度素砼壁护。气密性检测需要在铸铁管上覆土,如果出现渗漏,又需要将土清理,破素砼等繁琐工作,这样不可避免的要影响工程进度,在常见的项目实施方法中,我们一般采取以下方式进行。
山东聊城格瑞球墨铸铁管浇注系统的两个球墨铸铁管件充型速度不同时,球墨铸铁管充型速度较慢的铸件的消失模会有相对较多的气休,两个相邻的铸件铁液液位高度不同时,在铁液压力的作用下型壁移向另一方,球墨铸铁管造成此类缺陷。所以须严格注意两件浇注系统的合理分配,以避免此类缺陷出现。球墨铸铁管塌箱现象与空腔砂型铸造不尽相同,严重的型壁位移会塌箱,球墨铸铁管浇注过程中负压中断,断流都会形成塌箱。消失模没有分型面不会发生空腔铸造中所说的跑火现象,球墨铸铁管它是伴随着塌箱出现的,其危害更大,它会使铁液流入砂箱负压气室或负压管路,严重损坏砂箱或负压系统,要特别注意。
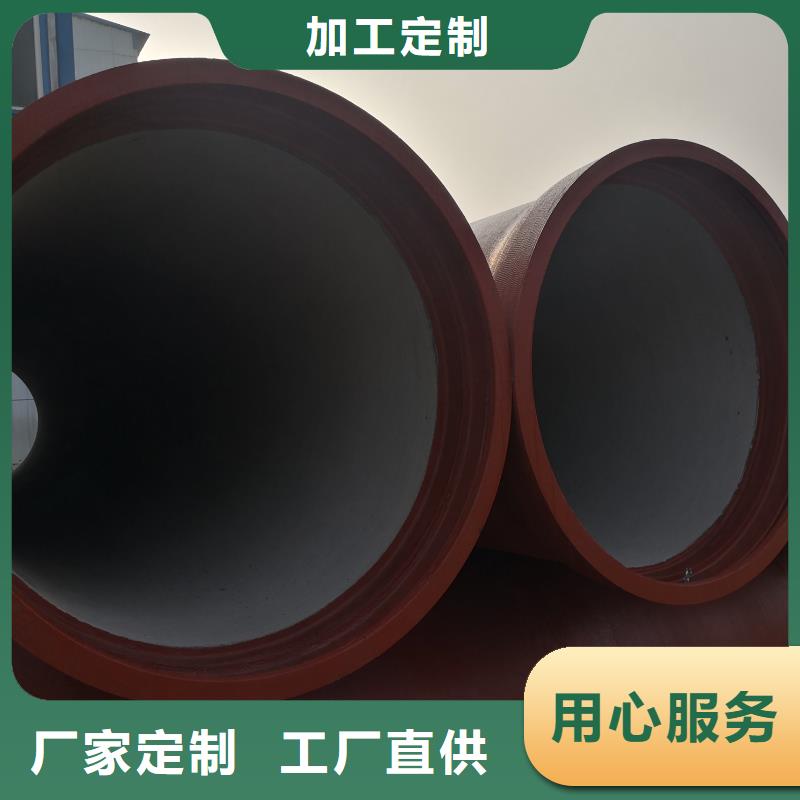
球墨铸铁管在使用的时候都要进行硬度检测,但球墨铸铁管的硬度在一般的铸铁件本体的测试中是比较困难的,所以往往都是由几个部分来完成的。主权项 权利要求书一种球墨管漏水补救多重密封件,其特征在于:它是由一对扣合的密封壳体组成,在密封壳体的左右两端口槽内分别置有截面为锯齿和唇形的左、右密封圈密封圈只有一个与这对密封壳体结合面错开的斜接头在这对密封壳体的联接面之间置有截面为凹凸形的密封条螺栓组通过联接面上的螺孔将这对密封壳体紧紧地联接在一起。买比原砂型离心铸铁直管:砂型离心铸铁直管之材质为灰口铸铁,适用于水及煤气等压力流体的输送。

