






1)当防水大坝的坝高在50米至100米时,三门峡止水铜片周边缝除在缝底部设置铜止水外,应设第二道止水。第二道止水宜在缝顶部采用塑性填料,也可采用无粘性填料。
2)坝高100米以上的坝,周边缝应在缝底部设止水铜片,在缝顶部设置塑性填料或无黏性填料止水,另外还可在中部设置橡胶、PVC止水或止水铜带,或不设中间止水而在顶部同时设塑性填料和无黏性填料两道止水。
3)100米以上的止水大坝,死水位或潜水员难以到达水位以下的面板,周边缝宜设无黏性填料的自愈防渗措施。
将止水铜板的翼板弯折形成止水铜板立腿。而止水铜板立腿的作用是在接缝变形过程中,减小铜板止水与混凝土之间的相对错动,确保翼板的抗绕渗能力,同时立腿本身也具有较强的抗绕渗能力。翼板的长度主要取决于止水铜板抗绕渗能力的要求以及确保施工质量的要求。铜止水板鼻子的作用是吸收接缝变形,以 限度地减少有接缝变形在铜止水中产生的附加应力。由于面板坝周边缝的位移,特别是接缝剪切位移较大,为了减少由立腿的强约束作用产生的较大附加应力,通常在趾板一侧除去立腿,采用F型止水铜片。但这时应采取措施,以弥补有次产生的止水铜板抗绕渗能力的下降。在铜止水上符合密封止水材料可以提高抗绕渗能力。
当无接缝位移时,在混凝土中埋入深度为20cm的铜片,在1.5MPa的水压力作用下将发生绕渗。在该铜片上复合宽度为10cm,、厚度为3mm的GB塑性止水材料,当铜片与混凝土之间发生1.0cm的相对错动时,在2.5MPa的水压力作用下仍然没有发生绕渗。
止水铜片铜止水焊接过程中,易出现焊接不牢固、有孔洞砂眼等情况,三门峡止水铜片同时由于铜止水具有良好的加工塑性,因此在焊接过程中也易产生变形。为了防止焊接变形,可以采用将紫铜止水的接头点焊牢固后,再才对接头施焊,焊接时不断向焊缝加入硼砂,同时用铁棒或扳手下压,或者敲击焊缝接头,使接头连接处,结合密切紧凑,以便于焊接顺利进行。
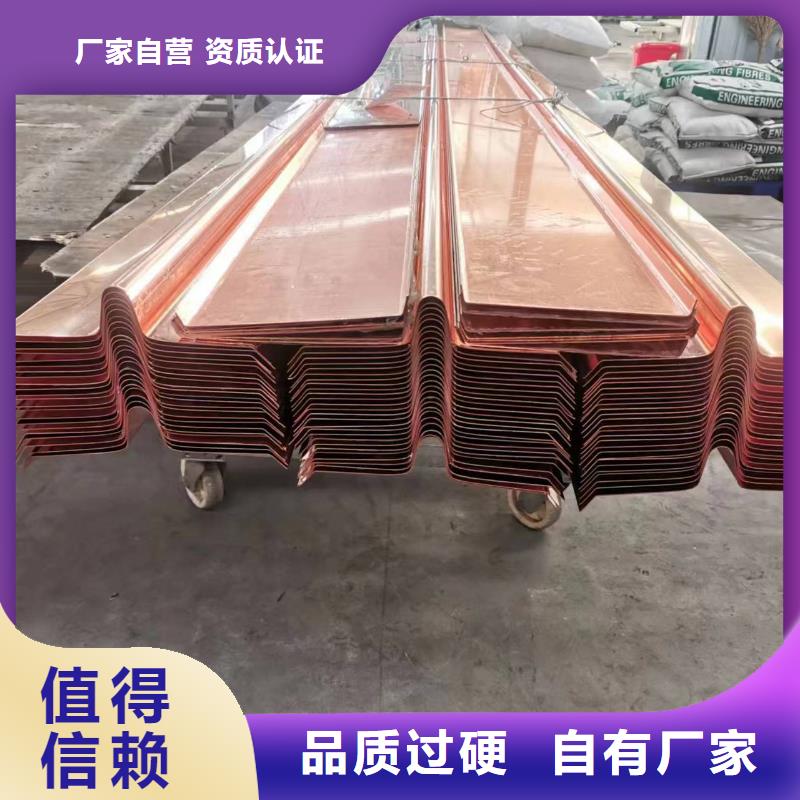
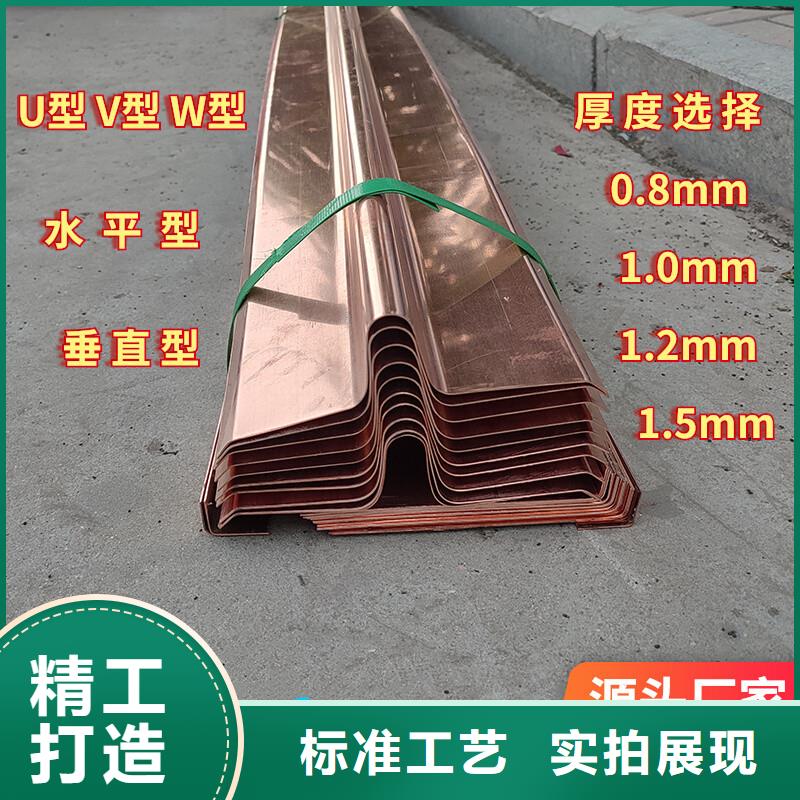
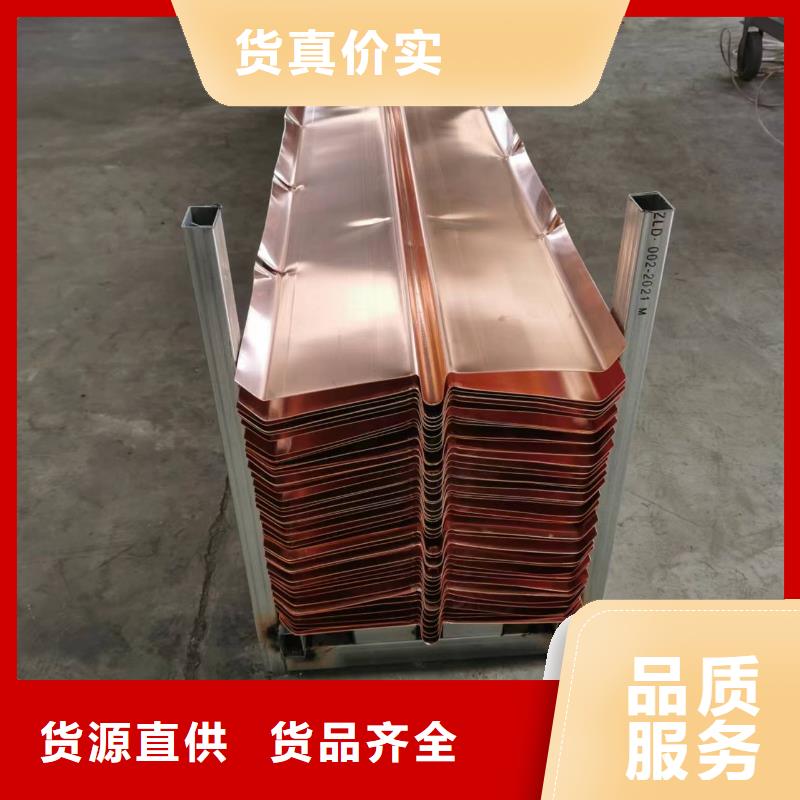
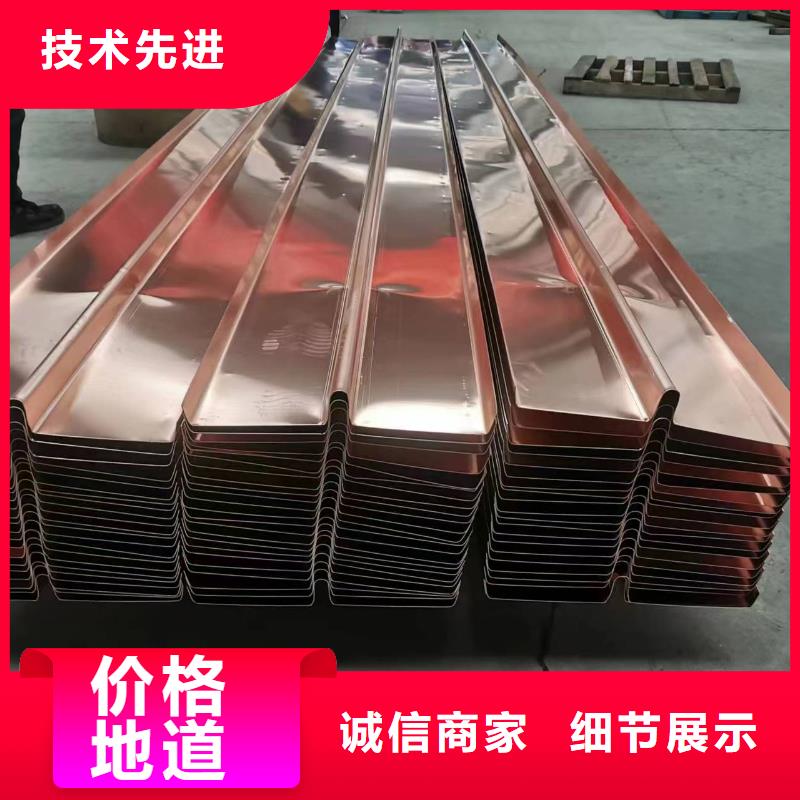
铜止水是应用在高级水工建筑中常见的止水材料,铜止水可应用于水工建筑的基础止水、坝身止水、坝顶止水、廊道止水,以及坝体孔内的孔洞止水、厂房止水、溢流面下橫缝止水系统等。而铜止水的厚度,跟水工建筑的止水效果有直接联系。随着紫铜止水厚度的增加,其耐用性呈线性上升趋势。而铜止水的厚度,根据不同的工程需要,可加工为0.5mm~20mm。由于紫铜止水常用于发电站、止水大坝、桥梁止水以及隧道止水,其厚度常常采用1mm,1.5mm,2mm等。
三门峡止水铜片
紫铜止水片凝固现象和组织
1.纯铜的铸锭组
从低倍组织可知铸锭边部为柱状晶中部则为较粗的等轴晶。实际上当铸锭时冷却强度足够大或铸锭尺寸较小的情况下整个铸锭可能全由柱状晶组成。三门峡止水铜片紫铜止水片其他铜合金的低倍组织均具有与此相同的特点。从显微组织观察可知晶粒内部无明显特征晶界较细与一般单相合金的平衡结晶组织无异。
2.单相铜合金的铸锭组织特征
铜合金的凝固过程为非平衡过程所以其铸锭组织一般偏离平衡态。下面以匀晶、包晶及共晶二元系合金为例说明。
匀晶系相图及某合金凝固时可能的非平衡固相线轨迹。
合金过冷至T1温度时开始凝固首先析出的固相成分为a1液相成分则为L1。继续冷至T2紫铜止水片温度时析出的固相成分应为a2与之平衡的液相成分改变为L2。a2将覆盖在先析出的a1上若能达到平衡条件a1的成分也会逐渐改变成a2以达到T2紫铜止水片下的平衡态。但实际上固态的扩散速率远小于液态的扩散速率当剩余液相的成分均匀达到L2时固相a中的成分仍为不均匀的它们的平均成分可用a2表示。显然a2中的B原子浓度小于a2中B原子浓度。同理当温度降至T3及T4时其a相的平均成分可用表示a3及a4。在此图中a4即表示x合金的成分。说明x合金在非平衡凝固的条件下T4温度下凝固完毕较之平衡凝固的固相点温度降低了T3-T4。a1-a4表示的线称非平衡的固相线非平衡固相线相对于平衡固相线的偏离与凝固时的冷却速率有关冷却速率愈大偏离愈大。
由于先后凝固的固相在成分上的差异不同成分固相受侵蚀程度将不同因而在我们观察合金的显微组织时就会观察到典型的枝晶组织枝晶臂的成分与枝晶同胞间的成分(B组元含量高)不同因而显示出不同的颜色。这种因非平衡凝固(结晶)导致的晶粒内成分不均匀的现象称晶内偏析或枝晶偏析。紫铜止水片Cu-Ni合金铸造后的显微组织白色枝干含镍较高周围黑色部分含铜较高但均为铜镍a固溶体。
一包晶系相图和某合金凝固时可能的非平衡固相线轨迹。与匀晶系合金类似a1-a4表示x合金凝固时固相(a)平均成分的走向即非平衡固相线。x合金按平衡态凝固时固相点温度应为T3凝固完毕应为a单相
固溶体晶粒。但在非平衡凝固的情况下x合紫铜止水片Cu30Ni合金铸造显微金冷至T4温度时剩余的液相L4将与部分固相a4发生包晶反应即a4+L4→B完成 的凝固过程因此该合金的 凝固温度为T4并产生了一种通过包晶反应而得到的新相B。此种B相为非平衡相因为按平衡态该相在x合金中是不存在的。
止水铜片的焊接所用的电压、电流、焊速、弧高四者是焊接质量的决定性因素,四者选择恰当,才能有 适当的温度和良好的熔化,三门峡止水铜片才能保证止水铜板焊缝与封底的质量要求。
1.电压:焊1.5毫米厚的止水铜片,采用28-35伏。弯边高电压可较大,弯边低电压可较小。
2.电流:采用140-190安培
3.焊速:以每分钟0.8-1米为适。
4.弧高:一般弧高8-10毫米,起焊在100毫米范围,收焊时,速度更快些,避免穿孔。
对紫铜止水带施焊时应以熔边的中心线作为焊接中心这样才嫩更好的熔化和封底。
