
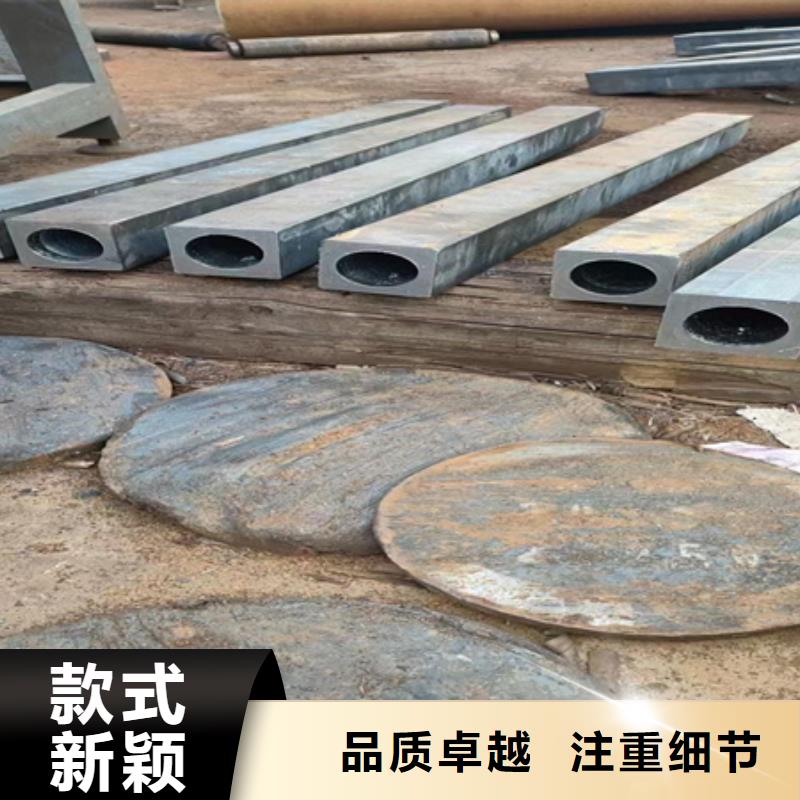

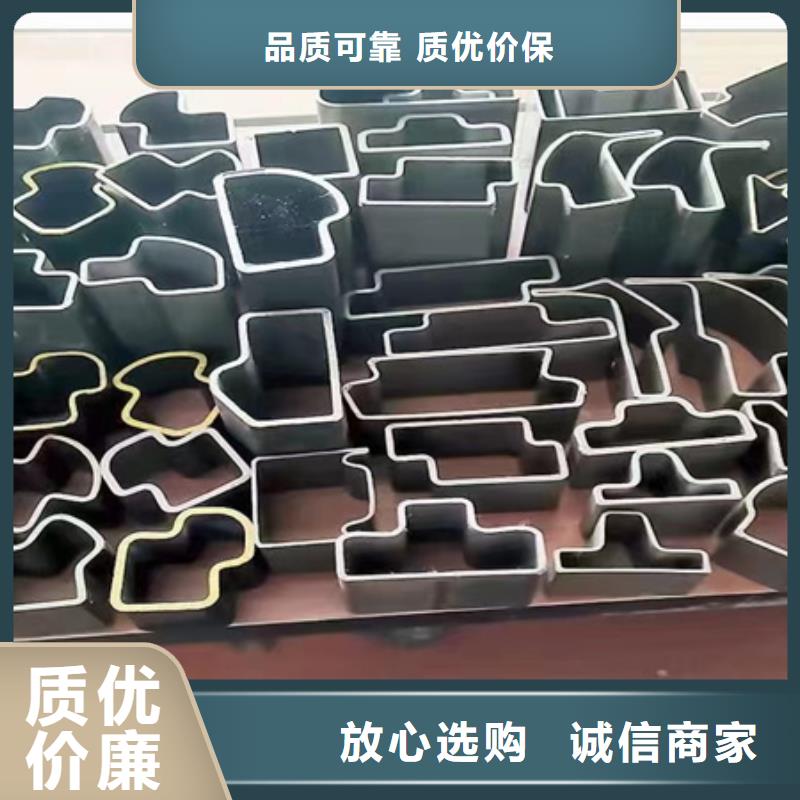
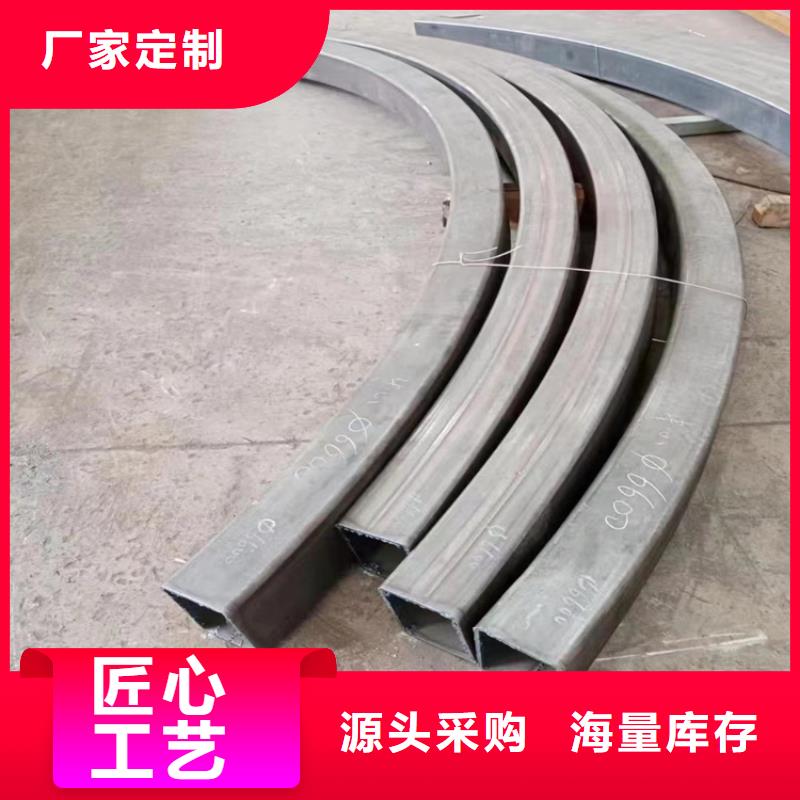




型材拉弯工艺回弹是模具设计中要考虑的重要因素,拉弯件的终成形很大程度上受到成形后回弹量的影响。回弹主要表现为整体卸载回弹、切边回弹。当回弹量超过允许值后就是成形缺陷,影响拉弯件的几何精度。方管拉弯加工时的注意事项型材弯曲变形区外侧壁厚变薄;型材弯曲变形区内侧壁厚增大、起皱;横截面形状畸变;回弹。限制型材方管拉弯加工的因素生产中限制拉弯加工的因素主要有以下两点:一是拉弯断裂,一是截面尺寸变形量过大。确定拉弯工艺参数首先要考虑的就是这两个方面。拉弯就是把金属板材、管材和型材弯曲成一定曲率、形状和尺寸的工件的冲压成形工艺。 拉弯成形广泛应用于制造高压容器、锅炉汽包、锅炉炉管、船体的钢板及骨肋、各种器皿、仪器仪表构件以及箱柜镶条等。对于拉弯构件,如果弯矩不大而主要承受轴心拉力作用时,它的截面形式和一般轴心拉杆一样。弯 在拉力和弯矩的共同作用下,截面出现塑性铰即视为承受能力的极限。对板坯进行连续弯曲。三辊卷板机具有两个传动辊(固定)和一个压下辊(可调)。调节压下辊的上下位置即可改变它与传动辊之间的相对距离。方管拉弯加工工艺是什么对于方管拉弯自身来说,方管拉弯报价,它可以直接采用弯曲的模具对其进行弯曲,方管拉弯尺寸,通常情况下都是会用方管拉弯,也正是因为如此,我们要进行留意,在这样的重要的使用情况下,现有的方管拉弯模具在使用的时候,方管拉弯,由于预弯管在进行压弯的时候,会出现预方管拉弯在弯曲的时候弯曲处出现裂纹或断裂的现象。
分析一下型材拉弯工艺的重点是什么所有的拉弯厂家以及拉弯型材的顾客都知道,拉弯便是把金属板材、管材和型材曲折成一定曲率、形状和尺度的工件的冲压成形的工艺。到目前为止,拉弯这项技能在各种高压容器。锅炉汽包、锅炉炉管、船体的钢板及骨肋、各种器皿、仪器仪表构件以及箱柜镶条等的制造中发挥着重要作用。那拉弯工艺的要害因素是什么呢?型材拉弯厂相关技能专家经过多年的潜心研究与创新,总结出挑选合适的加工参数是拉弯成形工艺的要害要素。确认拉弯工艺参数首先要考虑的便是这两个方面。一是拉弯断裂,一是截面尺度变形量过大。别的,在收边拉弯加工中,加工参数挑选不妥会在腹板上产生失稳起皱的现象,这也是需要考虑的重要因素。
型材拉弯目前市场上有很多专门加工制造弯管的厂家。当我们深入了解时,除了看看如何更好地选择天津弯管厂,我们还可以看看常见的选择方法和技巧。当然,您可以通过详细的了解做出更好的选择,保证产品在实际使用过程中也能发挥出更多的功能,帮助大家更好的了解产品。根据专业厂家的产品质量选择无论何时选择制造商,都需要看加工产品的质量。只要产品的质量有保证,在使用的过程中也能带来很多的方便,希望大家能更好的选择使用。市场上有很多天津折弯厂,所以在选择的时候,也可以看看这些厂家在市场上的业务发展情况。当然,您可以通过详细的市场分析做出有效的选择。根据专业厂家的产品价格选择性价比高的弯头在整个市场的销量也很好。建议大家实际选购时可以看一下产品的具体价格。通过详细的了解,当然可以保证产品更好的使用,也可以得到市场更多人的支持和认可。基本上,该产品的用途可以更加广泛,同时也可以带来很多其他的优势。综上所述,建议在选择具体的天津弯管厂时,可以看一下整个市场专业厂家的发展情况。通过详细的市场分析,您不仅可以选择专业的厂家,还可以知道产品在哪里。整个市场的流行,肘部也能发挥更好的作用。
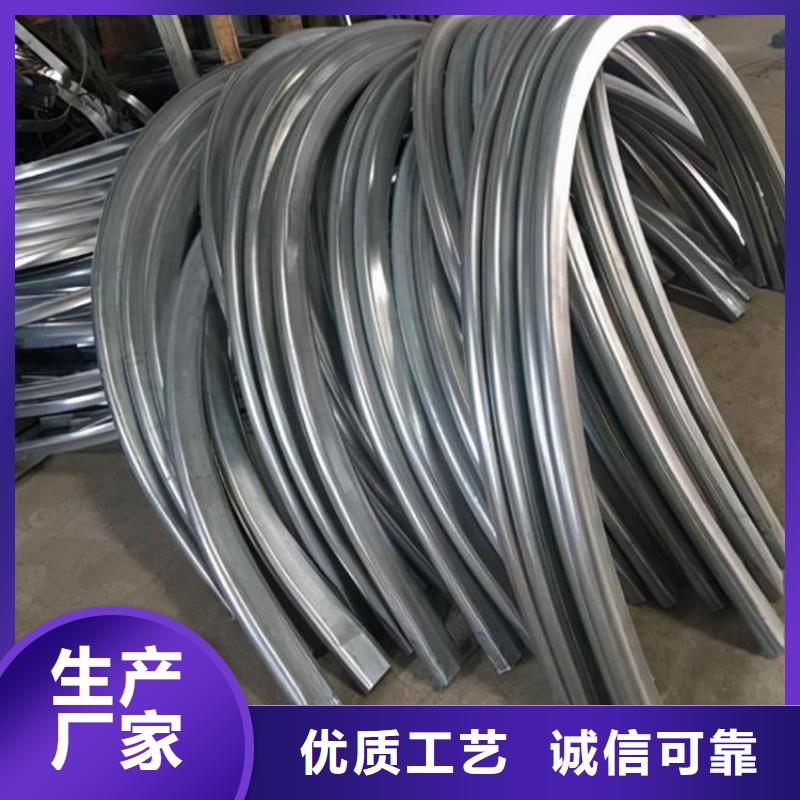
一起来了解一些型材拉弯知识型材拉弯便是方管通过加工之后变成的一种产品,方管,它的外形便是有点像立体的长方形,可是里边是空心的,是钢铁制造而成的,是要通过好多道的工序之后才加工而成的,后才成为了咱们现在看到的产品。它的制造的资料并不仅仅是只有钢材,被的一些资料也是能够制造而成的。型材拉弯的这种方管是空心的,所以,在通过拉弯机进行拉弯的时分,事比较简单拉,它不像实心的那些钢材制造出来的产品,用来拉弯是比较的费力的。拉弯,从字面上的意思我们就有可能会想到便是运用机器来把一些钢材进行弯折的处理。也便是改动它的形状,变成了别的的一种产品,可是它的实质是没有发生改动的。这种拉弯的话他的精准的度数是比较的高的,一旦成型之后就不能够在进行改动的,它要拉弯的度数都是事先就已经是方案好了的。拉弯的时分是要根据尺度来进行拉弯的,拉弯之后是不会反弹的,反弹便是指拉好之后弯度会有所改动。产品在通过拉弯之后它的厚度是会有一些的改动的,在没有通过拉弯的时分它的厚度是比较的厚的。
