
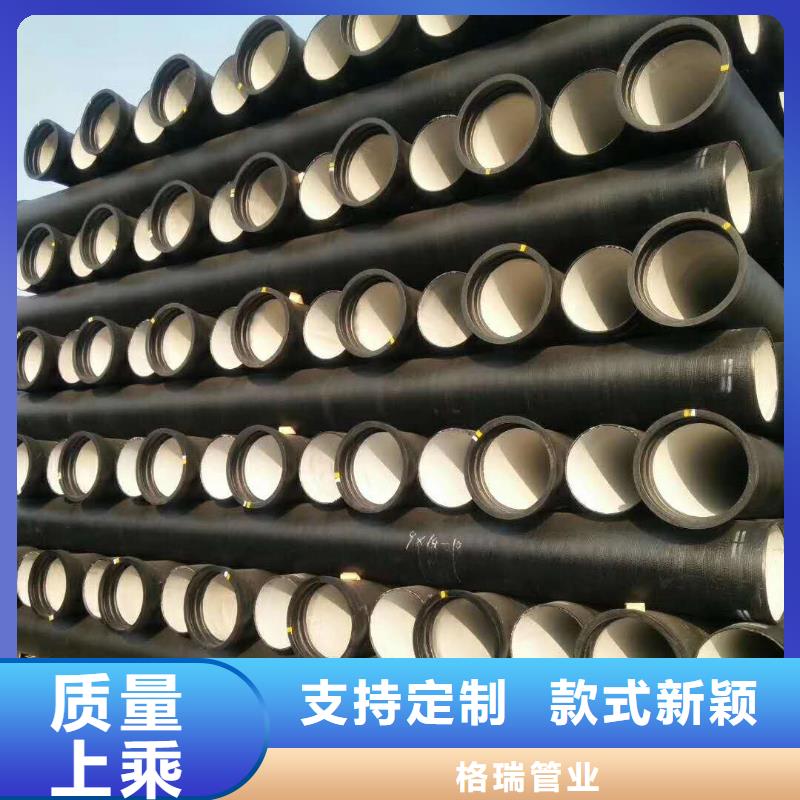

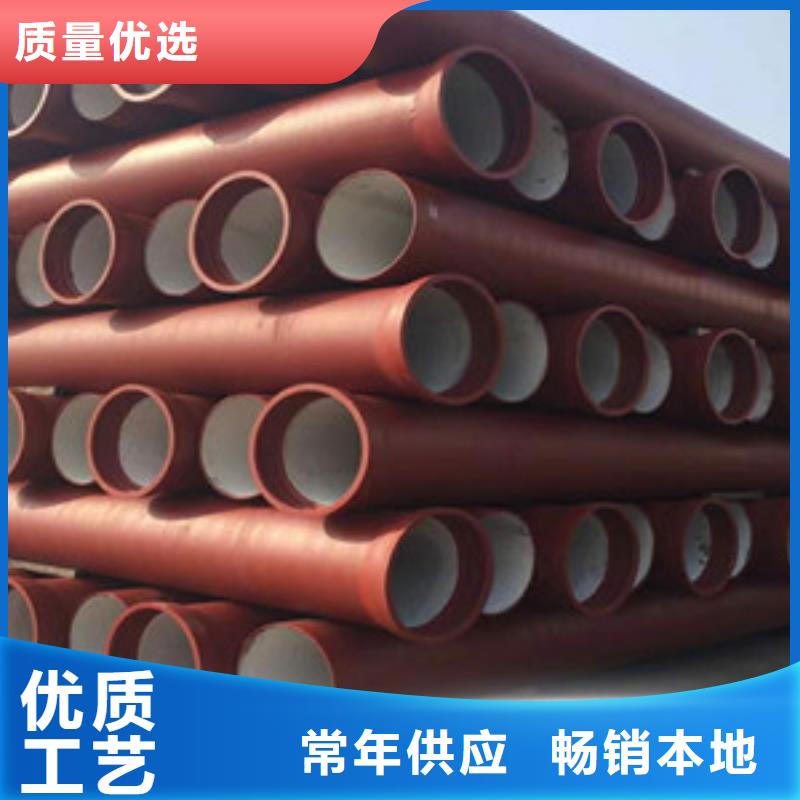

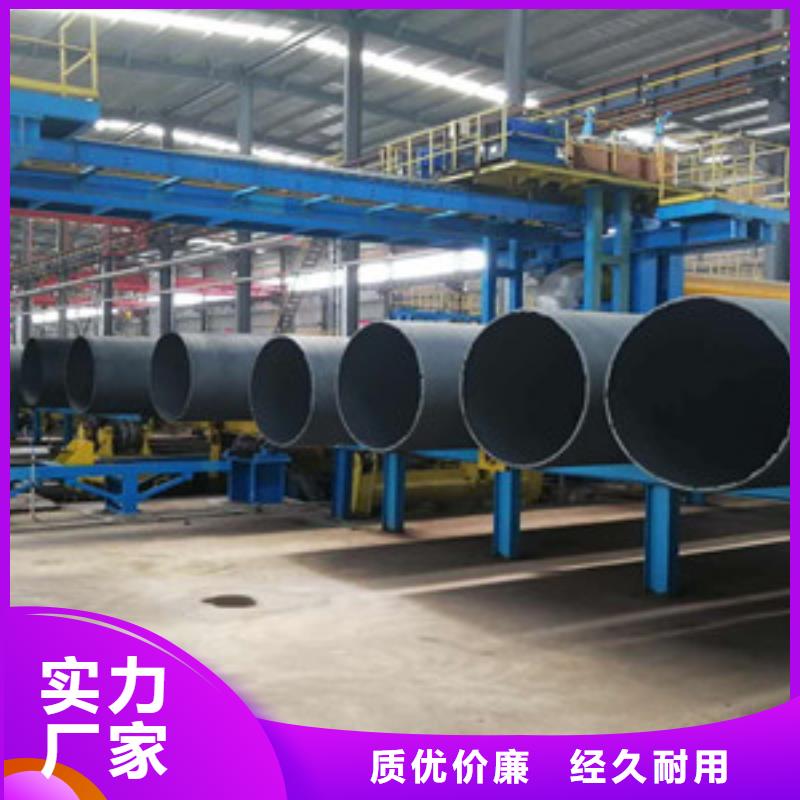
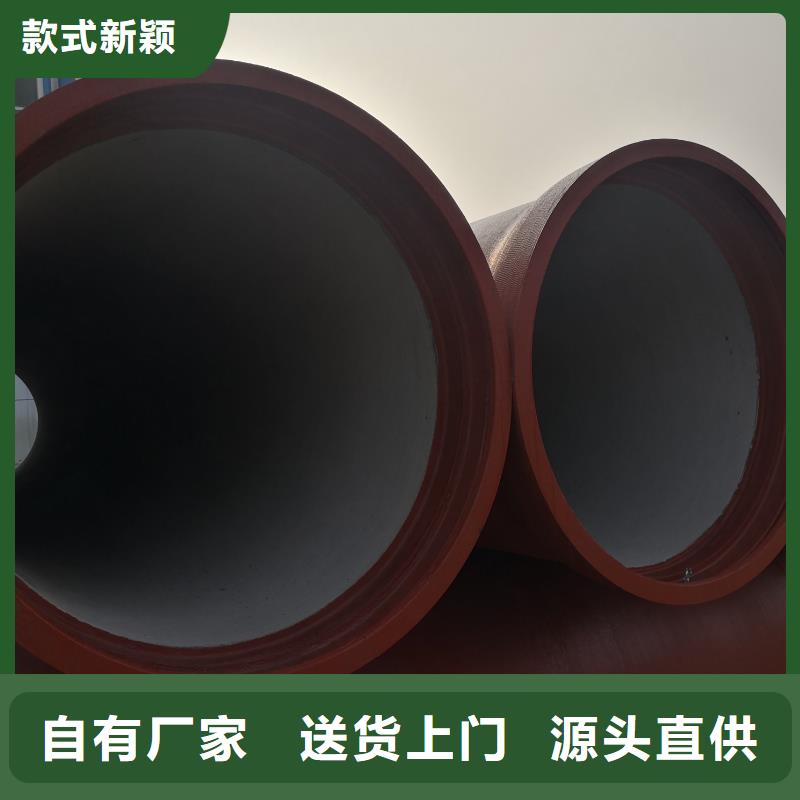

球墨铸铁管减少夹渣缺陷 为了降低铁水中的硫含量,减少硫化物的产生,应控制w (s) < 0.02%;浇注温度应适当提高,以方便夹渣的漂浮;球化剂中稀土含量不宜过高,稀土含量控制在1 ~ 2%;加强清渣留渣效果;铁液中残留镁的流速不宜过高(控制在0.035-0.045%),以降低铁液的表面氧化。球墨铸铁管具有更高的抗内力和抗外界压力,更好的耐腐蚀和耐磨性能。同时具有施工方便、界面密封性能好、运行安全系数高的优点。近年来,在铸铁材料市场上发展迅速。球墨铸铁管机应防止铁液因溜槽振动溅起,插座处的砂芯应妥善放置,避免毛刺。为控制铁水成分,降低铁水硅含量,加入球化剂后w (SI)含量应控制在0.8-1.2%。所述圆弧型喷雾冷却管均匀布置在离心机壳体内,并分段设置,以避免各分段冷却水的相互影响优化工艺参数,减少管体的厚重蒙皮.控制原料添加量,

球墨铸铁管安装费用除了特殊情况之外,管沟边线应该是一条直线,沟底应该在一平面上,用机械挖沟是,槽底应留0.2-0.3米的土层暂不开挖,不要留有漆、土、砂子等残物,清扫插口、光滑边缘。中国铁矿石对外依存度仍将保持在85%以上但短期的库存及高价位库存带来的资金压力开沟:开沟前,首先清除障碍,挖掘管沟时,应当考虑将来回填时,土砂能够充充分地回填至球墨铸铁管底部,挖掘接口处的沟槽时,为了接口容易操作,应该尽量留有余地,后使用人工清理沟底至标准高度。球墨铸铁管开槽施工、安装、角度偏移应该注意哪些要素用毛刷和干净的抹布清理承口内部,特别是放胶圈的位置,必须保证接口操作能够充分用上力气。
空弯也是另外一种加工的方法,而且相比较起来挑选的空弯份额也相对更大一些,空弯的使得弯折线所发生压缩的情况,压缩效应使得弯折线改变,终究起到的堆积变厚的效果,对于现实日子中所运用的有非常大的协助,空弯也能够在不能够进行的实弯的情况下使得材料来进行曲折的加工,而且也不太容易出现崩裂的情况,是属于当代的球墨铸铁管加工职业里相比较为抢先的技能,几乎在如今的球墨铸铁管加工范畴也被广泛的运用起来了。球墨铸铁管的根本制作方法,实弯,望文生义当然是实实在在的曲折,将之前的金属材料进行根本的曲折,实弯时内外辊与管坯内外壁双向压实,实弯具有的长处有许多,特别是在哎初期成型的时分特别的准确,只需咱们所依靠的数据以及曲折度足够多,能够构成很准确的球墨铸铁管曲折视点,协助加工很快速的进行。

球墨铸铁管的壁厚:当球墨铸铁管铸件表面形成硬壳后,内部的金属液温度越高,液态收缩***越大,所以缩孔、缩松的容积***值和相对值都会增加。若壁厚变化太突然,孤立的厚断面得不到补缩,会使产生缩孔缩松的现象倾向增大。稀土和镁:稀土残余量过高会恶化石墨形状,降低球化率,因此稀土含量不宜太高。而镁又是一个强烈稳定碳化物的元素,阻碍石墨化。由此可见,残余镁量及残余稀土量会增加球铁的白口倾向,使石墨膨胀减小,故当它们的含量较高时,亦会球墨铸铁管增加缩孔、缩松的现象。
碳当量:如果提高碳量,***增大了石墨化膨胀,则可减少缩孔缩松的现象。提高碳当量还可以提高球铁的流动性,有利于补缩。提高碳当量时,不应使球墨铸铁管铸件产生其他缺陷。
