



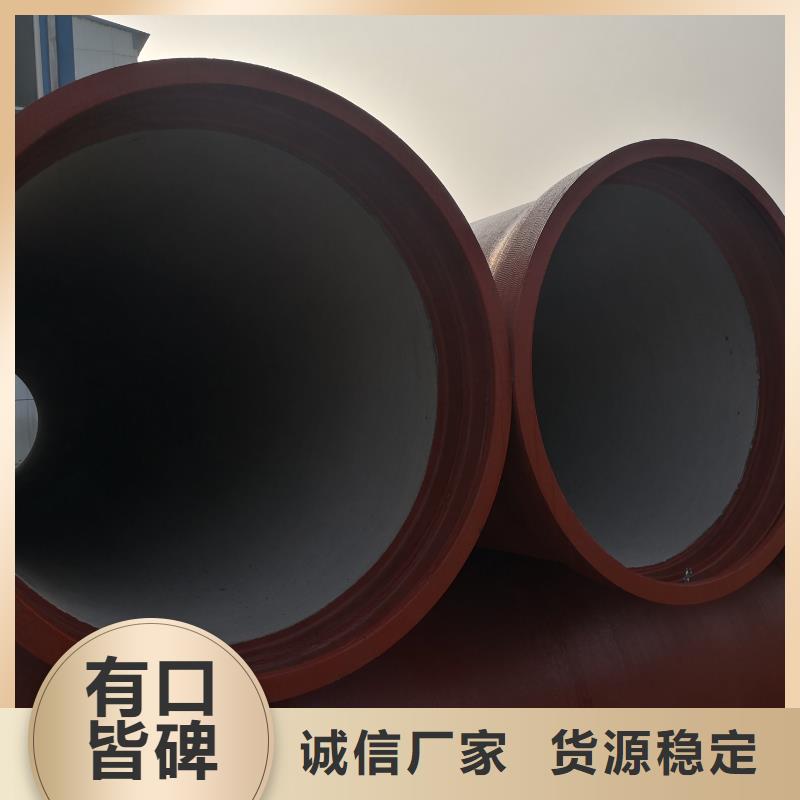


这种缺陷只有消失模中有,这是由它的充型特殊性造成的。如前所言,消失模属实型,造型材料使用干砂,砂粒之间没有粘结剂,铸型的形状是由消失模维持的,充型过程是在浇注时铁液流动前沿,将靠近它的消失模逐次不断气化,不断充型。消失模气化过早会使铸型溃散;过迟,气化后的气体不断排出。广元球墨铸铁管件充型速度不同时,充型速度较慢的铸件的消失模会有相对较多的气休,两个相邻的铸件铁液液位高度不同时,在铁液压力的作用下型壁移向另一方,造成此类缺陷。所以须严格注意两件浇注系统的合理分配,以避免此类缺陷出现。在一个浇注系统有两个以上的广元球墨铸铁管件时,在相邻的两个铸件中,其中一个铸件的壁厚增加而另一个铸件的壁厚减小,更有甚者两个铸件一个铸件出现大孔洞,而另一个铸件局部增厚一倍。 
广元球墨铸铁管在退火炉管子上线时保证连续退火的前提下规定热管先入炉,缩短热管的传输时间,使半数管子的入炉温度由环境温度提高到600℃左右。从而提高了管子热送比率和入炉温度,节能效果显著。广元格瑞广元球墨铸铁管的入炉温度 在过程中,充分利用上一工序结束时物料的余热是节约能源的一个重要途径。根据理论计算,球铁管加热到1000℃,在600℃入炉与25℃入炉相比吨管能耗降低320000kJ,可节约焦炉煤气约20m3或者重油8kg。铸管公司退火炉的退火能力约是现有离心机能力的2倍,为此采取了间歇式集中退火的办法。
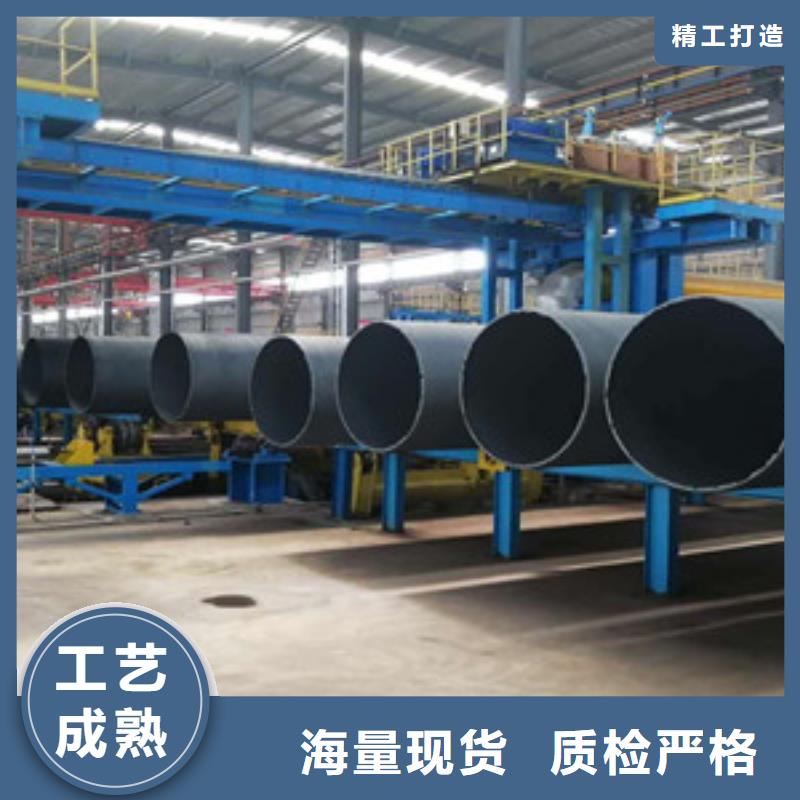
或者橫向移动的压模部件结构形式,也称抽屉式结构模架。在这种挤压机上,更换和固定模子时,挤压机不必停止工作。旋转式模架或抽屉式模架,在更换挤压模时,不需要附加的消耗工作时间,并且可以轮流地使用2个挤压模。在更换挤压模的同时,完成某些辅助工序。旋转式双挤压筒和旋转式双穿孔筒结构形式的工作原理也是如此,一个挤压(穿孔)筒在挤压(穿孔)线上进行挤压(穿孔);另一个挤压(穿孔)筒则旋转到线外,完成清扫、冷却和装料等辅助工序,不需要附加的消耗工作时间。广元球墨铸铁管价格工模具由专门的液压缸或机械装置将其从挤压机的前梁中拉出或推进,并用以使挤压垫、挤压制品和压余进行分离,检查挤压模及其固定装置的状况,并且在必要时更换挤压工模具。上海异形钢管厂的15MN(1500t)挤压机就是这种结构形式。在现代结构的挤压机上,将工模具部件制造成旋转结构的形式,
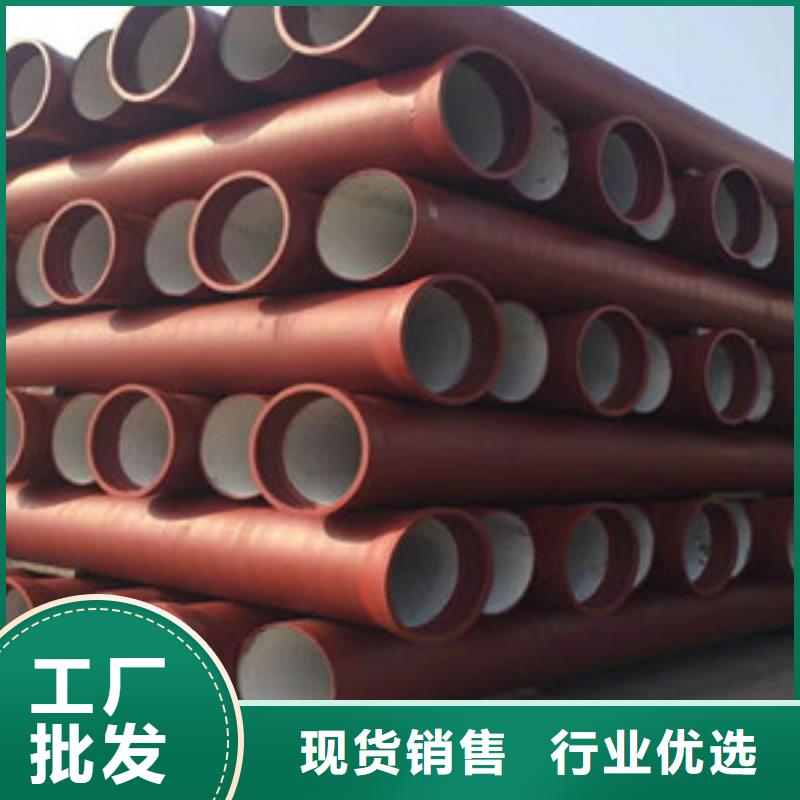
广元球墨铸铁管安装施工一般如何收费呢,铸铁下水管由于大部分时间是没有压力的,很容易修补,可以:修补污水管漏水的方法是 用抱箍夹紧夹板(夹板与污水管之间沐点油灰)。外面马路上修水管全是这类方法广元球墨铸铁管安装前后的检测中,任选足够数量的材料和组成件进行检验按规定验证其是否完全符合铸铁管道规格并完好无损。对于管道焊接应包括焊工所作的焊缝进行检测,检验加工件的纵向焊缝但对那些本规范认可的组成件上的焊缝可不检。砂箱的负压抽气方式我们采用的是底抽和侧抽相结合的方式。干砂选用海砂,粒度为20/40目,采用雨淋式加砂与柔性加砂相结合的加砂方式。这样可以避免对模型造成强烈的冲刷,损坏泡沫模样和涂料层。加砂方式采用雨淋式加砂为主,柔性加砂为辅。采用可变频的三维振实台来造型装箱。 
