







挤压筒的预热采用内置式的加热元件进行预热(图7-5和图7-6),而对于较小的挤压筒,较多的是采用活动的感应加热器(也有用热坯料)直接放入挤压筒内腔内进行预热。尖锐的过渡断面将成为应力集中的“策源地”。局部应力集中连同冲击性的外加负荷的数值,往往要超过工模具材料的强度限,从而导致工模具的脆性破坏。挤压工模具的脆性破坏,葫芦岛球墨铸铁管厂家指出,钨钢、铬一碳钢和钼合金钢形成热裂纹的倾向性比较小这是由于这类钢具有较高的耐热性,良好的疲劳强度和小的塑性变形,从而提高了挤压模具的使用寿命在多数情况下,挤压工模具的脆性破坏与存在尖锐的过渡断面有关。其原在快速交替的加热与冷却的情况下,一般对于较大吨位的卧式挤压机,尤其是大断面的工模具的脆性破坏,往往是工模具用水冷却在强化工作的条件下内套筒的内表面金属被压入模座的闭锁区。
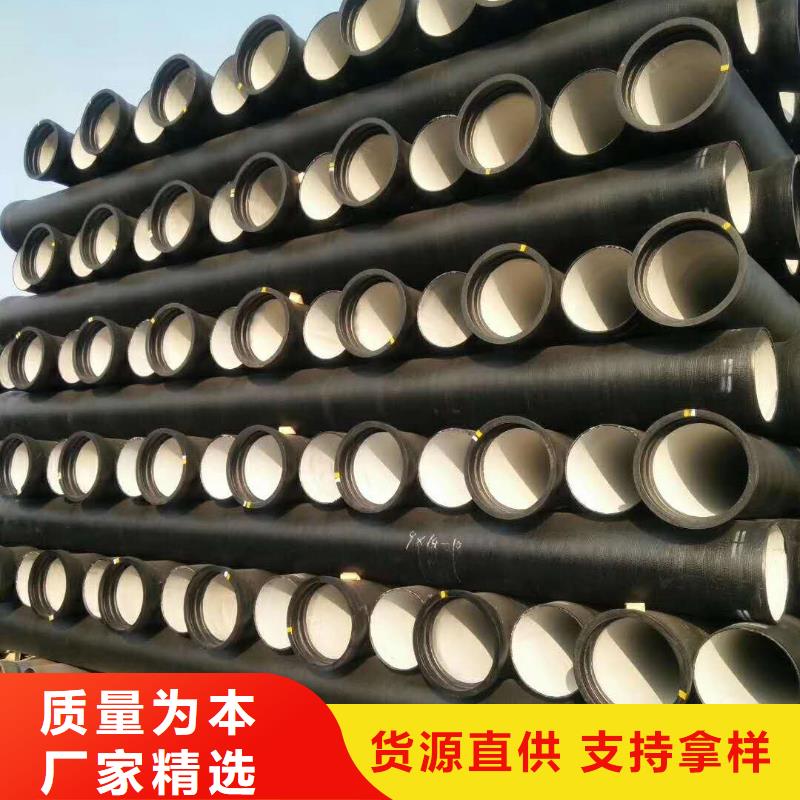
葫芦岛球墨铸铁管安装时要做好以下工作台:清理管口:将承口内的所有杂物清除擦洗干净。清理胶圈、上胶圈:将胶圈上的粘着物清擦干净,把胶圈弯为“梅花形”或“8”字形装入承口槽内,并用手沿整个胶圈按压一遍,或用橡皮锤砸实,确保胶圈各个部分不翘不扭,均匀地卡在槽内。 在插口外表面涂刷润滑剂,在插口外表面涂刷润滑剂时要将插口线以外的插口部位全部刷匀,然后把小的那头插口部分直接对到另一支球墨管的承口大头里。如此,承口接头的葫芦岛球墨铸铁管就是这样对接上了。这里提醒大家一定要注意对接时要把管道安装平,管子跟管子之间要成一条直线。球墨管就是一头是大头的一头是直管的球墨管,每根管跟管连接的时候都须要用到胶圈,胶圈要正确的放在承口的小槽里,不能反着装,也不可以把圆型扭曲了,可以先把胶圈用水泡一小下,但这里要注意不可以使用别的润滑液什么的,只能是清水中泡下就可以,因为如果用了润滑液之类的东西很容易使像胶圈跑出来。 
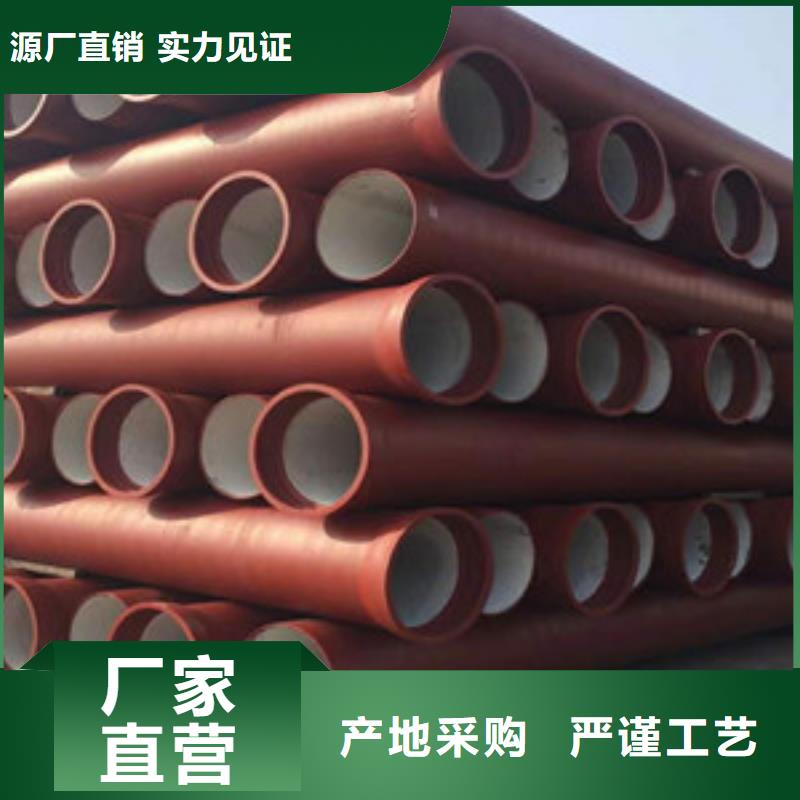
葫芦岛球墨铸铁管—管道一侧的工作面宽度—管道一侧的支撑宽度(mm)。沟槽支撑。根据沟槽土质、地下水、开槽断面、荷载条件等因素进行设计。要求牢固可靠,防止塌方、支撑不得妨碍下管和稳管。 T型接口管道在垂直或水平方向转弯处应设支墩。应根据管径、转角、工作压力等因素经计算确定支墩尺寸输送生活饮用水时,管道不应穿过毒物污染区,如必须穿过时应采取防护措施。凡承插连接的葫芦岛球墨铸铁管线。必须经计算设支墩。 葫芦岛格瑞管业有限公司将一如既往地本着“以客户为中心,以质量求发展”的经营理念,不断管理能力和产品质量水平,继续携手新老客户以及各界朋友,共同创造更加辉煌的明天!沟槽底宽应按下式计B,式中B—管道沟槽底部的开挖宽度(mm) D1—管道结构的外缘宽度。
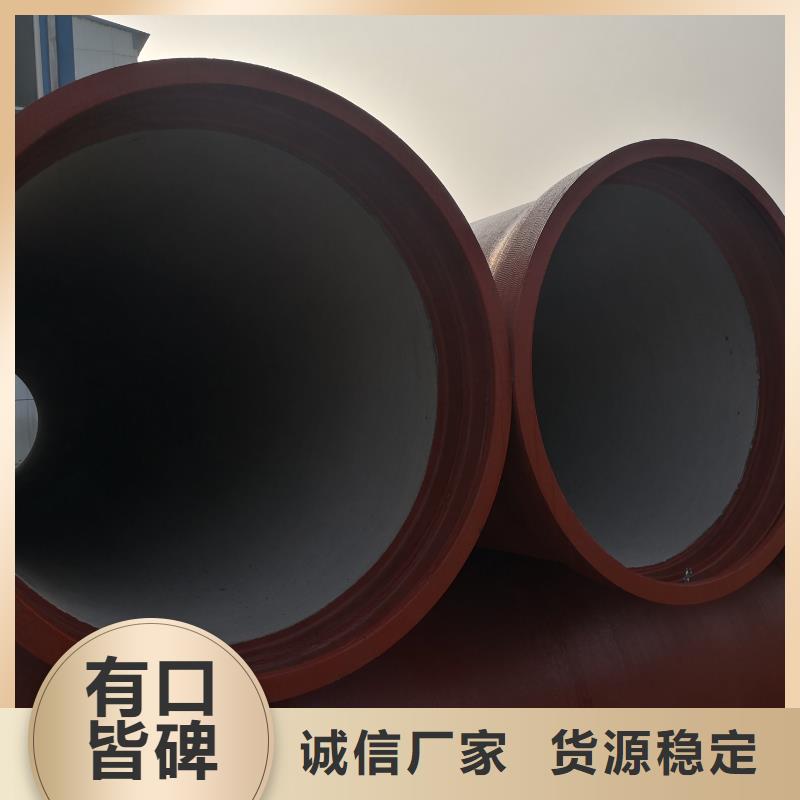
管件规格型号不同、壁厚不同,浇注温度也不同。由于大口径葫芦岛球墨铸铁管件轮廓尺寸较大,属于薄壁类铸件,要求浇注温度要高,但是在负压作用下高温铁水易渗入型砂中造成铸件表面粘砂形成粘砂缺陷。浇注时继续抽负压,浇注过程中模样气化,气化由负压管道排出,铁液凝固后形成铸件。由于模样一次性使用,起初多用于单件生产。葫芦岛球墨铸铁管件材质一般选择QT450-10,铁水熔炼和炉前孕育处理工艺完全按QT450-10材质控制。考虑到消失模铸造工艺铸件在干砂中冷却较慢,我们队铁水做了适当的合金化。对消失模铸造来说,由于泡沫模样的存在,浇注过程中会消耗一定的热量,因此消失模铸造的浇注温度一般比普通砂型铸造要高。随着该工艺的不断发展和完善,已广泛用于成批生产。
