




售后完善")
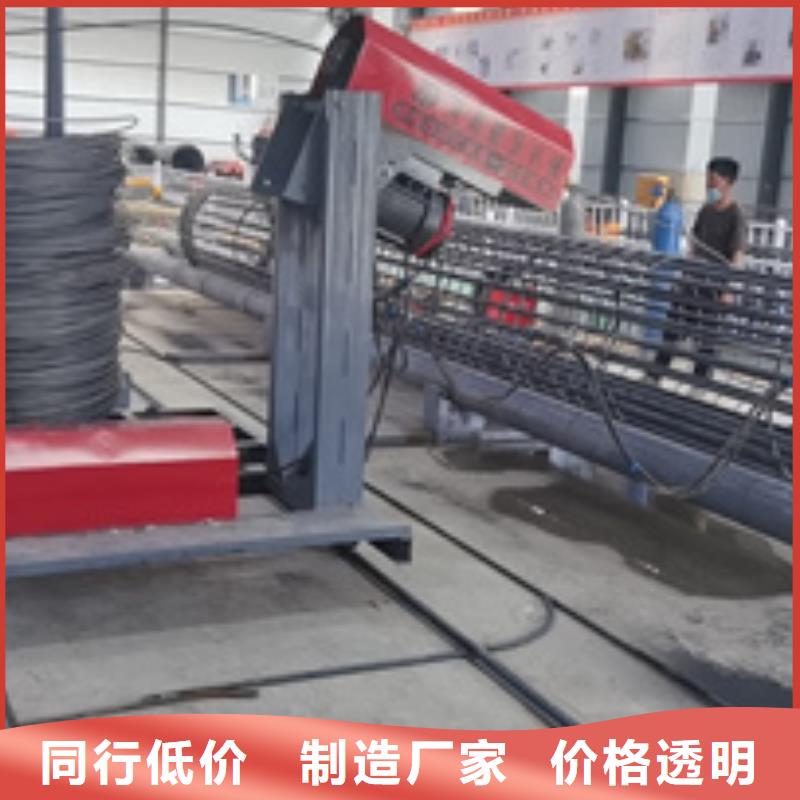
安全操作:钢筋笼全长9米时一般用两根过渡箍,缠绕筋起点位置为前端,在前端外套入一个过渡箍,避免在缠绕区内。末端在钢筋笼尾部胶辊靠前面位置套入一个过渡箍,当缠绕筋工作到附近时,用手掌推动过渡箍向后移动,(注意:不能用手抓过渡箍,此时过渡箍是旋转状态,容易对人造成伤害。)直止过渡箍退出钢筋笼。前端过渡箍也可如此。钢筋笼12米以上,或者单节钢筋笼较重时,骨架中间加焊1、2圈缠绕筋替代第三个过渡箍。或直接中间开始绕筋,另半截笼前面向中间缠绕连接完成。所以三个过渡箍的中间一个箍应置放在中间靠后面的地方,借以减少冲击振动。退出辊轮并过渡到后面辊轮的方法--将过渡箍向后面推压,让过渡箍顺胶辊旋转到上面直到全部退出。准备台架;若采用骨架直接滚进辊轮内档(小型钢筋笼),骨架制作台架高度与设备同高。机器上骨架制作过程;备齐一节钢筋笼所需箍筋按位置平放两辊轮上,将一根主筋抬放于辊轮长度上方,调整好起始尺寸,竖直箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。焊完一节主、箍筋,低速转动胶辊,抬二根主筋准备焊接。此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,福州钢筋笼绕筋机可将骨架旋转在对面位置或错开几根位置后再开始分度焊接,后补齐焊完全部主筋。
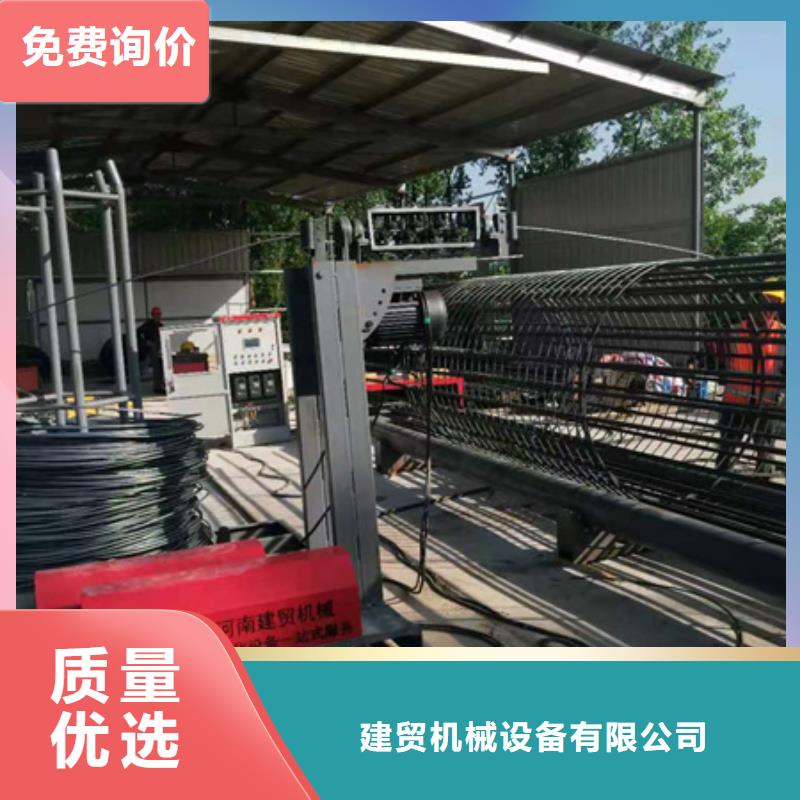
产品特点:自动送线机构,可在线调整间距,误差小,成型质量高。自动焊接,焊点精确,减轻劳动强度。变频控制拖笼机构,行走精度高。自动拖笼设计,避免焊接过程中因笼子自重导致其弯曲变形。自动上料装置,加快上料速度,提高效率。模板采用模板环加导管组合,可快速更换笼子直径和变幻笼子主筋根数。平立辊式矫直装置,矫直效果好,寿命长。控制系统:松下PLC、松下触摸屏、ABB变频器。福州钢筋笼绕筋机定义:福州钢筋笼绕筋机是一款具有先进数控系统的装机用钢筋笼自动化加工装备。福州钢筋笼绕筋机也有些人称之为钢筋笼成型机、钢筋滚笼机、滚焊机等,其实都是同一款产品。三、福州钢筋笼绕筋机加工钢筋笼的精度保障:由于钢筋笼对于箍筋之间的间距精度要求非常高 所以一般的传统制作钢筋笼方式很难满足现代化施工要求。而建贸生产的数控福州钢筋笼绕筋机,是在工业PLC上设定间距参数,由PLC控制行走于旋转变频电机的转速。从而有效保证其加工出来的产品质量。
售后完善")
全自动建筑钢筋笼绕筋机根据施工要求,钢筋笼的主筋通过人工穿过固定盘相应模板圆孔至盘的相应孔中进行固定,把盘筋(绕筋)端头先焊接在一根主筋上,然后通过固定盘及盘转动把绕筋缠绕在主筋上(盘是一边一边后移),同时进行焊接,从而形成产品钢筋笼---这就是福州钢筋笼绕筋机即"钢筋笼成型机"的工作原理。手工轧制或手工焊接的,除了效率低下外,主要的缺点是制作的钢筋笼差,设备尺寸不规范,影响到工程建设的工期与。设备特点加工速度快:正常情况下备料及滚焊部分5人一班,分二班作业,10个人就可以加工出20多个12米长成品的笼子(备料、滚焊、加强筋安装、探测管安装、导向垫块安装等),工作效率非常高。加工可靠:由于采用的是数控机械化作业,主筋、缠绕筋的间距均匀,钢筋笼直径一致,产品完全达到规范要求。在实际中手工生产钢筋笼时工程监理几乎每天都到加工现场进行检查,而使用机械加工后,监理对机械化加工的钢筋笼基本实行了。箍筋拉紧不需搭接,较之手工作业节省材料1.5%,节约了施工成本。由于主筋在其圆周上分布均匀,多个钢筋笼搭接时很方便,节省了吊装时间。机械化加工钢筋笼,在控制方面了保障。
售后完善") <福州>建贸机械设备有限公司
福州市(钢筋笼绕笼机)售后完善
<福州>建贸机械设备有限公司
福州市(钢筋笼绕笼机)售后完善
售后完善")
全自动建筑钢筋笼绕筋机根据施工要求,钢筋笼的主筋通过人工穿过固定盘相应模板圆孔至盘的相应孔中进行固定,把盘筋(绕筋)端头先焊接在一根主筋上,然后通过固定盘及盘转动把绕筋缠绕在主筋上(盘是一边一边后移),同时进行焊接,从而形成产品钢筋笼---这就是福州钢筋笼绕筋机即"钢筋笼成型机"的工作原理。手工轧制或手工焊接的,除了效率低下外,主要的缺点是制作的钢筋笼差,设备尺寸不规范,影响到工程建设的工期与。设备特点加工速度快:正常情况下备料及滚焊部分5人一班,分二班作业,10个人就可以加工出20多个12米长成品的笼子(备料、滚焊、加强筋安装、探测管安装、导向垫块安装等),工作效率非常高。加工可靠:由于采用的是数控机械化作业,主筋、缠绕筋的间距均匀,钢筋笼直径一致,产品完全达到规范要求。在实际中手工生产钢筋笼时工程监理几乎每天都到加工现场进行检查,而使用机械加工后,监理对机械化加工的钢筋笼基本实行了。箍筋拉紧不需搭接,较之手工作业节省材料1.5%,节约了施工成本。由于主筋在其圆周上分布均匀,多个钢筋笼搭接时很方便,节省了吊装时间。机械化加工钢筋笼,在控制方面了保障。
