
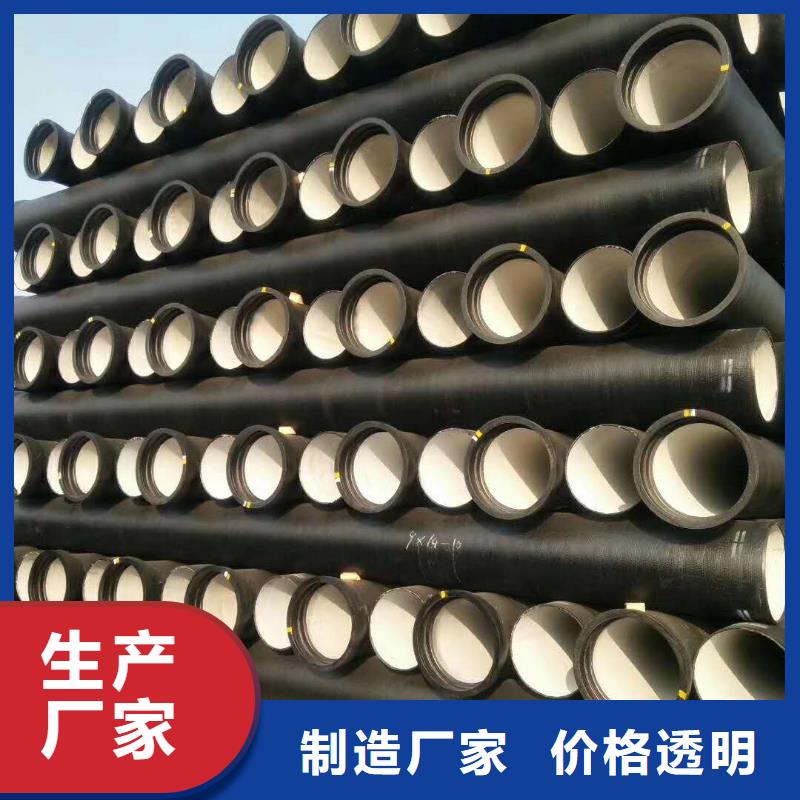







山东聊城格瑞球墨铸铁管使用哪种工具球墨铸铁管安装施工时球墨铸铁管管道长度不合适时必须使用工具切割, 对于因损坏或施工需要对球墨铸铁管进行切割前应将需切的球墨铸铁管放在水平面或方木上并对切掉部门沿铸铁管一周用记号笔进行标记. 切割球墨铸铁管可使用砂轮切割机或电动金属锯切管机.砂轮切割机可以用电或压缩空气带动 它们使用情况的区别:柔性铸铁管的公称口径为75~1200毫米,能适应较大的轴向位移和横向由挠变形,对地震区尤为合适。球墨管的公称口径为80~2200毫米,又很好的耐腐蚀性。以上铸铁管的区别还有安装形式不同则使用的场合也有不同。各种铸铁管根据壁厚不同所分的级别也有不同,选择时要分清A\B\P\G等也可以靠间接内燃机带动.很多切割机可以装配切割用砂轮和磨光砂轮.假如在施工现场只使用一个切割机那么这种切割机应适应装配两种砂轮.

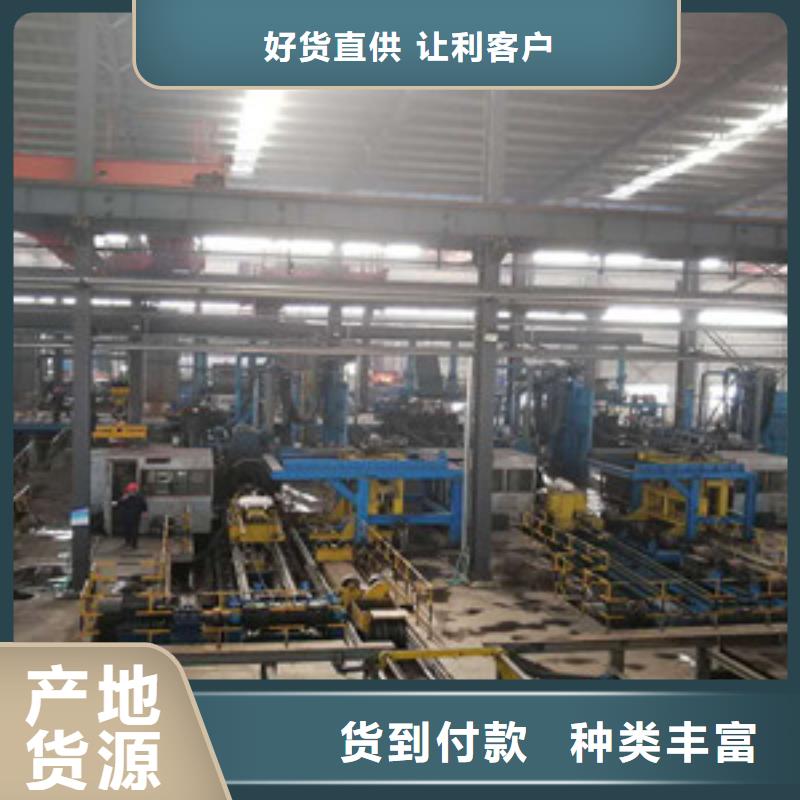
球墨铸铁管挤压筒的预热采用内置式的加热元件进行预热(图7-5和图7-6),而对于较小的挤压筒,较多的是采用活动的感应加热器(也有用热坯料)直接放入挤压筒内腔内进行预热。一旦挤压开始挤压筒内衬便处于受热状态,不需要加热,而是需要经常进行冷却。图7-5所示为俄罗斯制造的63MN(6300t)卧式液压挤压机的带预热装置的三层结构挤压筒,图7-6所示为德国制造的带挤压筒测温装置的60MN(6000t)卧式液压挤压机三层结构挤压筒。球墨铸铁管挤压筒预热时,为了能快速地加热,减小热量损失,在外加热的同时,好能采用特殊可换式加热器来预热挤压筒的内部,为了保持压入套筒时在套筒和挤压筒内产生的预应力,内加热非常必要。若仅强烈的外加热,将使预应力降低从而,恶化挤压筒套筒的工作能力。一般对于较大吨位的卧式挤压机。
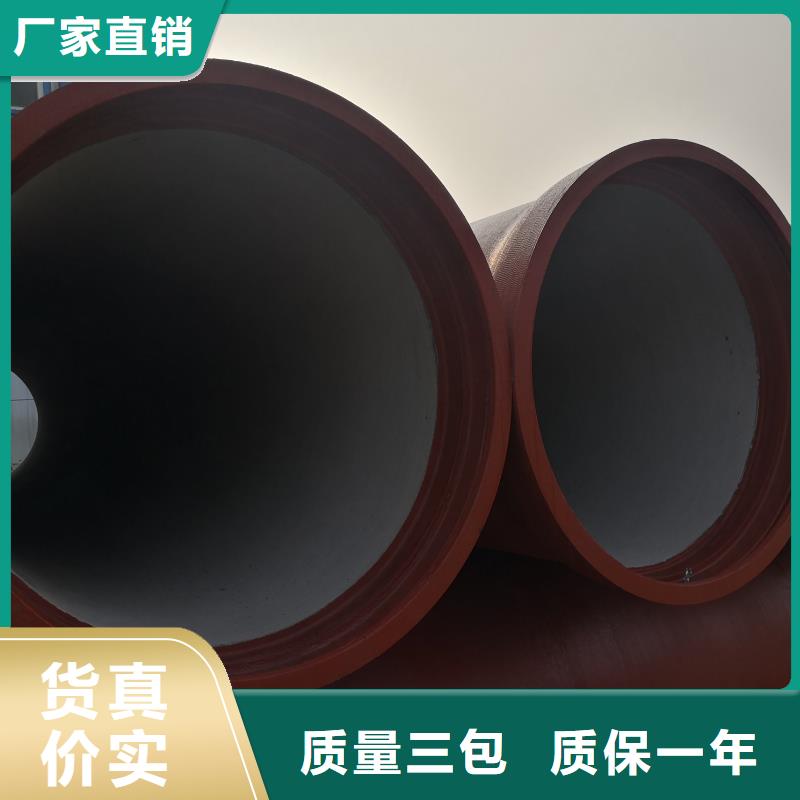
球墨铸铁管件消失模铸造浇注位置的选择非常重要。依据合金的凝固理论和实际生产经验,在选择浇注位置时应注意以下几点。
把加工面尤其是重要的加工面朝下或垂直放置。这一点和砂型铸造是相同的,因为在金属静压力的作用下,尽量把消失模上的开口部分(如窗口、凹槽及孔穴等)朝上安放,便于填砂造型,保证紧实。为了保证铸件轮廓、棱角清晰,设计的直浇道要有必要的充型压力头,高于铸件上水平面160~210mm,有足够上升速度,可避免铸件产生皱皮、冷隔和夹渣疤等缺陷。铸件下部凝固时容易得到补缩,使其组织致密。对消失模铸造更是如此,因为消失模在遇到高温金属液生成的熔渣,易浮到铸件的上表面,加工面就能得到保证。当然,理想的是熔渣上浮到设置的冒口里。
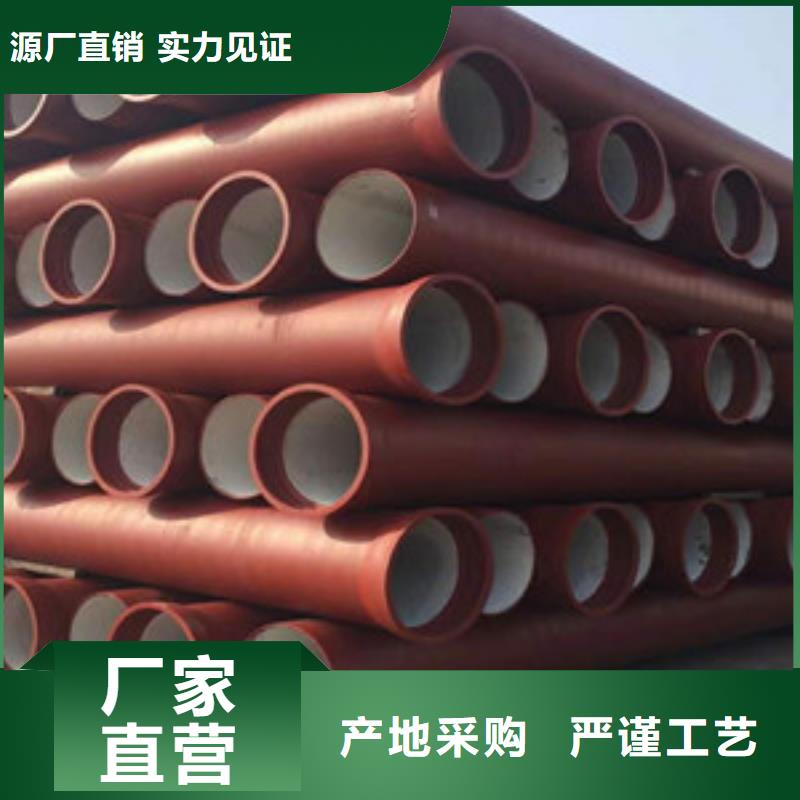
球墨管安装后的密闭性更好,也可以通过多种防腐防腐蚀性能,从水力性能来看,因球墨管规格一般。球墨铸铁管的生产。为区别一些钢管是用钢板卷曲焊接而成。这种性能其实是保证钢材质球墨铸铁管能在使用过程中不出现问题的重要保证,同时,球墨铸铁管在生产。费用低。具有可伸缩性和转折,拆装方便,良好的能力承受局部沉降。温度:若铁液温度过高,铁液氧化严重,由于镁与稀土易与氧化物产生还原反应,而使得镁、稀土含量降低,同时高温也将增加镁的烧损和蒸发;铁液温度太低,球化剂不能熔化和被铁液吸收,而上浮至铁液表面燃烧或被氧化。墨铸铁管的出货一月不如。小抗拉强度:0/Mpa,屈服强度。且安装后内外承压力更好,从密闭性和防腐性上来看,所以切割机应符合两种砂会,与碳化硅切割砂轮适用于切割与水泥砂浆衬里球墨铸铁管。

