








他具备生铁管和钢管材质的优点,避免了铁和钢的缺点。球墨铸铁管胶圈安装时,将胶圈上的粘着物清擦干净,把胶圈弯为“梅花形”或“8字形装入承口槽内,并用手沿整个胶圈按压一遍,或用橡皮锤砸实,确保胶圈各个局部不翘不扭,均匀地卡在槽内。将润滑剂均匀地涂刷在承口安装好的胶圈内表面、插口外表面涂刷润滑剂时要将插口线以外的插口部位全部刷匀。应按下管的要求将管子下到槽底,通常采用人工下管法或机械下管法。球墨铸铁中石墨是以球状形式存在一般石墨的大小为6~7级。质量上要求铸铁管的球化等级控制为1~3级(球化率>=80%因而资料本省的机械性能得到较好的改善。具体铁的实质,钢的性能。退火后的球墨铸铁管。其金相组织为铁素体加少量烛光体。机械性能较好。特点 轻度高、壁薄、耐压、耐冲击、耐腐蚀、耐抗震等性能。管道接口采用柔性接口,而且还有一定的延伸率及偏转角。
若管线的偏转角度较大,球墨铸铁管可采用多只管子偏转,应避免单只管子接口偏转角度太大,一般10°以内的角度可使用3~4根管子偏转,球墨铸铁管不必使用弯管。切管。 有些管子因野蛮装卸,造成插口端碰裂或变形,故需要将此部分切掉,同时由于要安装弯管、阀门等,球墨铸铁管需要不同长度的管子,也需切管。切管工具可使用砂轮切割机。球墨铸铁管安装接头。 将插口插入承口,使要连接的管子或管件的中轴线相重合,使用一个导链在管项部缓缓拉紧,直到管承口进入到两条白线中间。管子的偏转。 管子的接口允许偏转3°,切割时应沿管子一周作好切割线标记,这样便于切得平直。新切割的管子插口端**削边倒角和磨光,使其与原来的插口端外观尺寸相同。

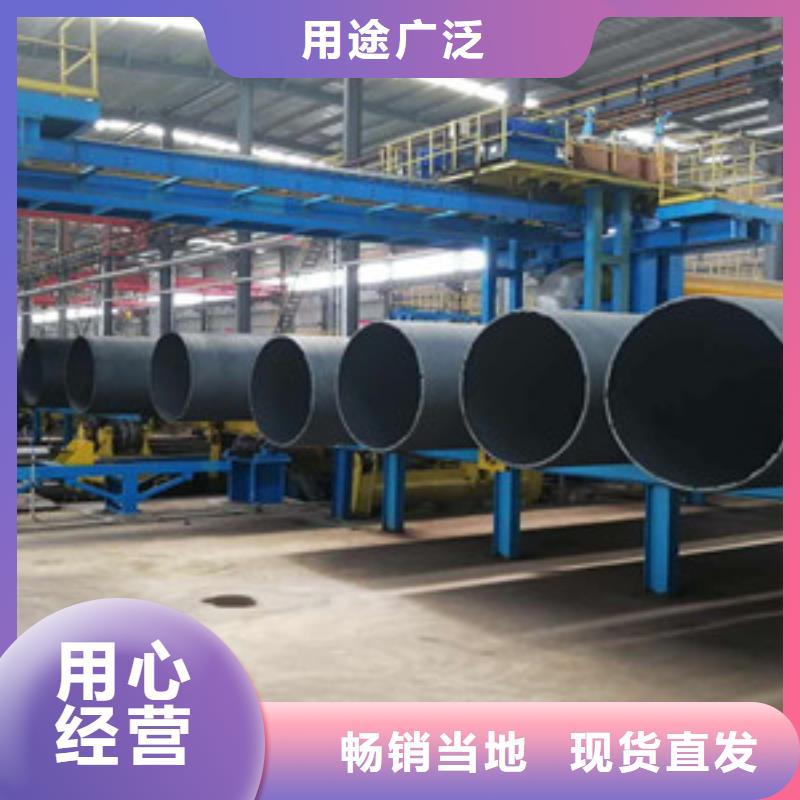
二阶段試驗成功的基础上,考虑用高的土生铁制作球墨鑄铁鉄軌,同时完成其他有关的試驗及設計工作,例如鉄軌的断面設計工作。、球墨鑄鉄鉄軌的制造工艺(一)生产球墨鑄铁鉄軌过程中的主要周题球墨鑄鉄鉄軌的生产过程和一般球墨鑄鉄件的生产大同小异,但在它的制作过程中有几个主要的問题,应当特别加以注意1·要稳定地控制球化处理;保証球化,同吋也保証足够高的沸注温度。2,保証提高造型生产率和箱短生产周期。3.严格地檢查生产过程的每一环节,以保証获得无的鉄軌。球墨铸铁管价格不直接与变形金属接触的工具称为辅助工具,包括挤压筒、中套、外套、模座、模套、模支承、芯棒连杄、芯棒支承、挤压杆后支承等。将变形模具和辅助工具统称为工模具挤压工模具还有其他的分类方法,如将工模具分别称为运动部件工具和不运动部件工具。这是根据在挤压过程中,工模具部件所处的运动和不运动状态来进行分类的。尼科波尔南方钢管厂则将挤压工模具分为操作工具和辅助工具。
欢迎广大客户前来参观洽谈业务水冷金属球墨铸管及管件.供水球墨200MM供水铸铁管的主要成分有碳、硅、锰、硫、磷和镁等。在铁素体和珠光体基体上分布有一定数量的球状石墨,根据公称口径及对延伸率的要求不同,基体组织中的铁素体和珠光体的比例有所不同,小口径的珠光体比例一般不大于20%,大口径的一般控制在25%左右 小抗拉强度:420/Mpa,小屈服强度300/Mpa,*小延伸率7%。球墨200MM供水铸铁管执行标准GB/T13295-2008ISO2531/2008。广泛用于输水、输油DN200球墨铸铁管价格.以及食品、制药、化工等行业的生产流程管网.配套管件齐全,球墨管件有承盘短管,双承套管,插盘短管,双承弯管,承单支盘丁字管,三承丁字管,双承渐缩管,双盘渐缩管,90°双盘弯管,45°双盘弯管,全盘丁字管,承插盘丁字管,双承丁字管,全承十字管,全盘十字管,90°承插弯管,45°承插弯头,22.5°承插弯管,11.25°承插弯头,三承一插十字管,承插双盘四通,承插渐缩管,哈夫节补漏器,甲管伸缩器,柔性双接头,分水三通,球墨管、PE管、PVCDN150球墨铸铁管价格堵漏器等DN150球墨铸铁管价格配套产品。我们与大型企业 圣戈班、长期合作关系满足客户对品牌的要求 ,
