
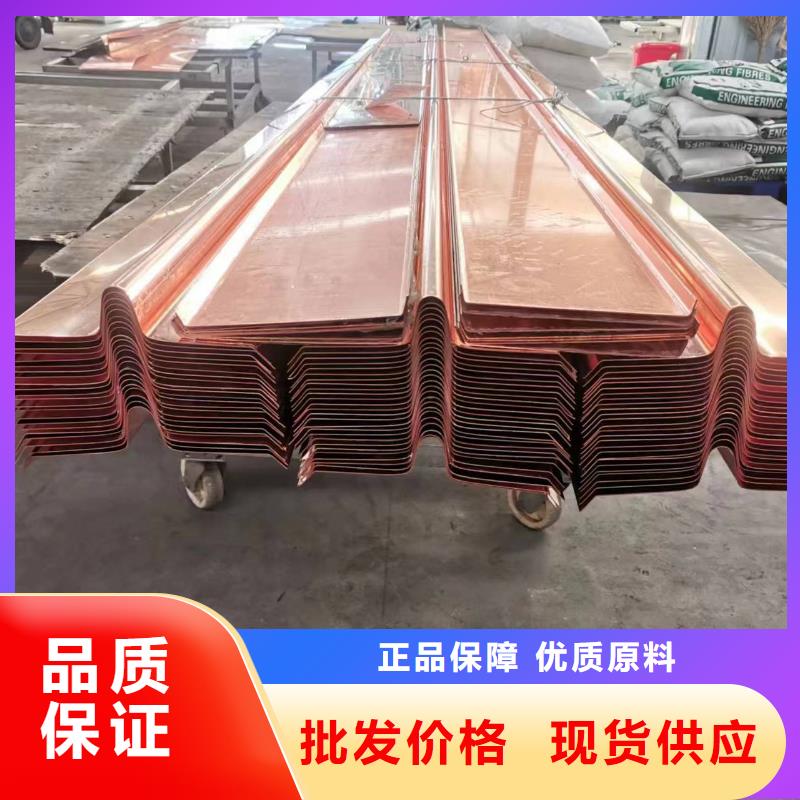

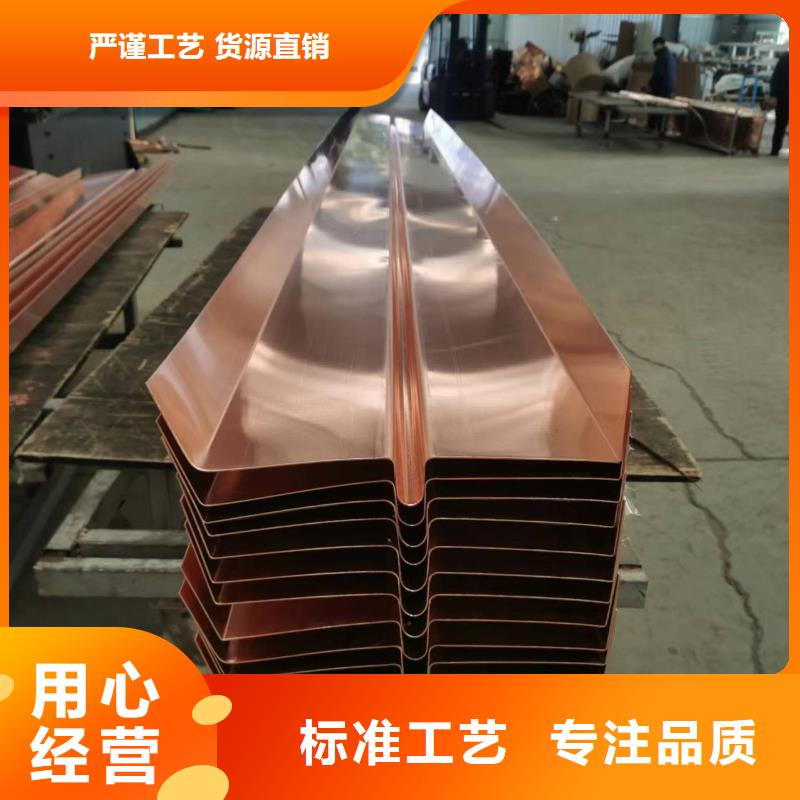
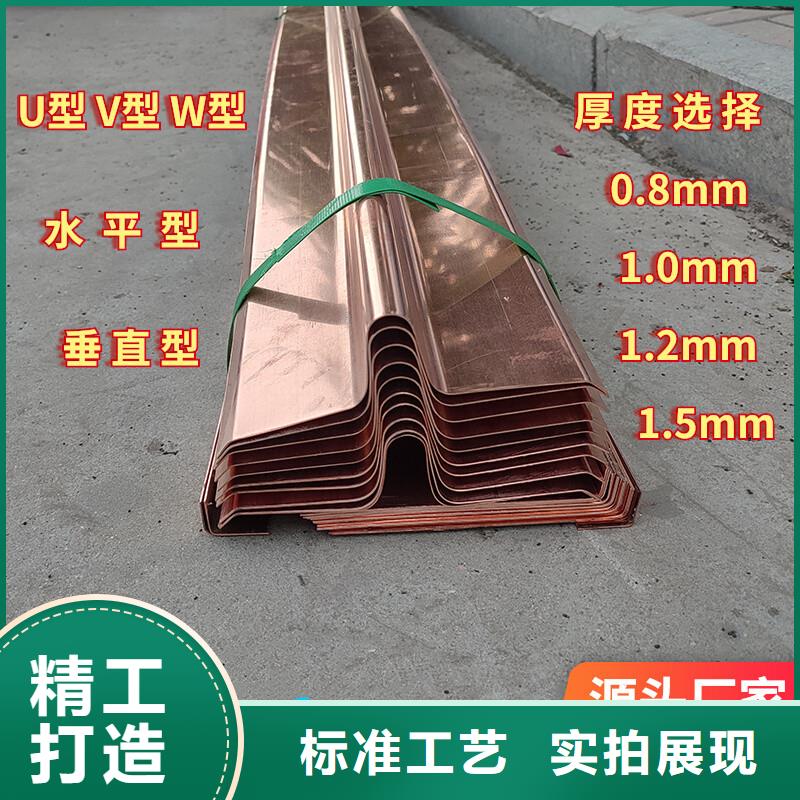
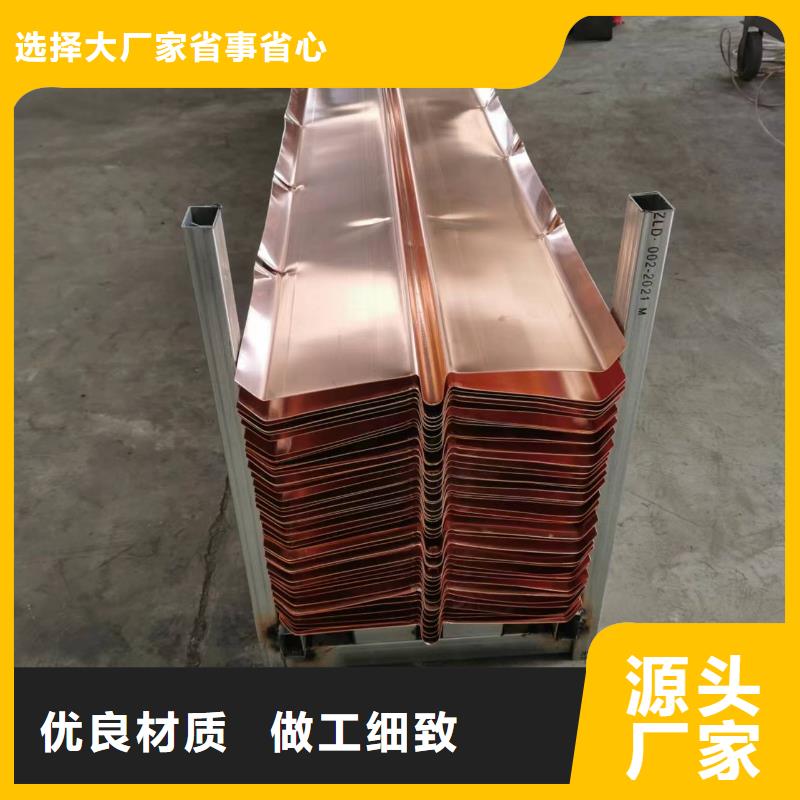
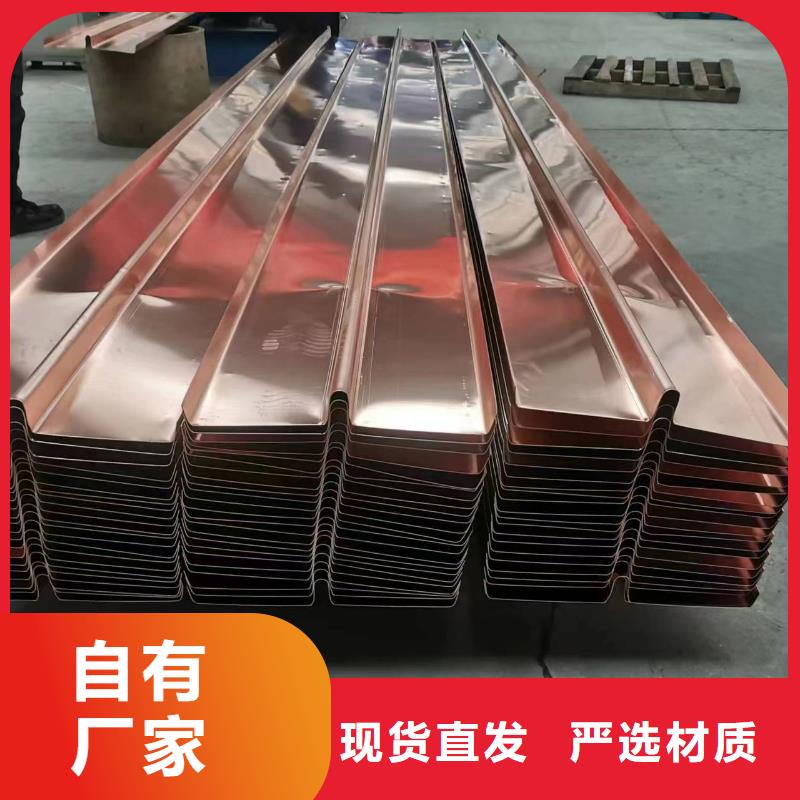



紫铜止水鹤壁止水铜片常被广泛的使用于各种水工建筑的防渗水、漏水中,根据不同项目的设计要求,可以加工成W型止水铜片、F型、T型、U型等。而紫铜止水能根据不同需求加工成不同形状的止水铜片,取决于紫铜止水优良的加工特性。
紫铜止水,原材料为含量大于等于99%的电解铜,因其铜含量大、在空气中表面被氧化而呈紫红色得名。铜具有可塑性加强的特性,决定其加工性能良好,可以在退火之后,延伸率达到30%以上。因此,不仅加工性能可塑性强,且在使用过程中,抗拉防震效果也可超出普通止水材料。
气焊是用氧气与乙炔产生高温,熔化焊条与焊件的金属凝固后形成一条焊缝。其具体操作方法是:关闭焊把开关,将乙炔及氧气打开,点火慢慢打开焊把开关点燃焊嘴,将焊条根据需要放在被焊物体上,再逐渐调好焊嘴的火苗强弱,使用火苗融化焊条与焊件的金属凝固后形成一条焊缝。
1)搭接焊工艺
① 止水铜板焊接采用搭接焊,其搭接长度不小于40mm。
② 为获得高度和宽度均匀的焊缝,紫铜片止水搭接采用左焊法(焊炬从右向左移动)。
2)施焊操作要点
气焊的基本操作方法包括氧气乙炔焰的点燃、调节和熄灭、起焊、焊接过程中焊炬和焊条的运动、接头和收尾的操作要领。
氧气乙炔焰的点燃、调节和熄灭。焊炬的握法,应右手拿焊炬,将拇指和食指位于氧气调节阀处,同时拇指还可以开关、调节乙炔调节阀,随时调节气体的流量。
点燃火焰时,应先稍许开启氧气调节阀,然后再开乙炔调节阀,两种气体在焊炬内混合后,从焊嘴喷出,此时将焊嘴靠近火源即可点燃。点火时,拿火源的手不要正对焊嘴,也不要将焊嘴指向他人或可燃物,以防发生事故。刚开始点火时,可能出现连续“放炮”声,原因是乙炔不纯,需放出不纯的乙炔重新点火。有时出现不易点火的现象,多数情况是氧气开得过大所致,这时应将氧气调节阀关小。
火焰的调节,刚点燃的火焰一般为碳化焰。这时应根据所焊材料的种类和厚度,分别调节氧气调节阀和乙炔调节阀,直至获得所需要的火焰性质和火焰能率。如将氧气调节阀逐渐开大,直至火焰的内外焰、焰芯轮廓明显时,可认为是中性焰;如再增加氧气或减少乙炔,可得到氧化焰;如增加乙炔或减少氧气则得到碳化焰。如果同时增大乙炔和氧气则可增大火焰能率,如火焰能率仍不够大时,应更换大直径的焊嘴。
调整后的火焰形状不得歪斜或发出“吱吱”的声音。若发现火焰不正常时,
止水铜片接头成型方法及止水铜片的质量控制
止水铜片接头形状分为:鹤壁止水铜片T型、W型、V型、十字型、Y型、弧型鹤壁止水铜片、L型、H型、F型异型等。
制作方法一
焊接成型:先压制一定长度的定型止水,再根据异型接头形状进行裁割,拼接成所需要的异型接头形状,然后焊接成型。这种制作方法虽然能够达到设计要求,但制作工艺复杂,费时费料,外观质众差。
制作方法二
整体冲压成型:冲压机冲压成型或千斤顶挤压成型。目前在施工中比较传统的止水铜片成型多采用冲压机冲压成型。 止水铜片成型装置具有结构紧凑、安全可靠、生产效率高、产品质量好等优点。
在施工过程中止水铜片的质量控制程序
对每批铜止水带材料进行试验→外观检查验收→加工验收→止水带连接质量检验→安装→混凝土浇筑过程中看护维护→混凝土浇筑完后外路部分的保护质量。
混凝土单元仓号中的止水铜片接头连接质量要求质检人员每仓必须进行密封性检查验收,监理工程师可适时进行抽查密封性检验。
止水铜片的加固定位装置,必须由监理工程师检查认可后,方可进入下一道施工工序。
混凝土浇筑过程中,为避免大骨料在止水带部位集聚,混凝土卸料点须离止水带1.0m以上。如有骨料集聚,人工及时进行分散,并仔细加强振捣,确保止水带结合处混凝土密实。为防止混凝土骨料集中滚落至止水带部位和防止因混凝土侧压力导致止水挤压移位,须合理安排布料和振捣程序,应在靠有止水带的一侧先布料和平仓振捣混凝土。
同时,在靠止水带部位的混凝土平整高度应稍高,以避让在止水带处混凝土的泌水集中,并对止水带处的泌水须及时进行排除。
根据大坝接缝设置止水铜片的主要意义是止水在水压力、接缝位移、外界环境的作用下,确保接缝不渗(漏)水。为此,止水铜片的型式和材料质量是止水发挥作用的重要保证。
止水铜片表面应光滑平整并有光泽,应加强对其外观凹痕、明疤等缺陷的检查,其表面的锈污、油渍等杂物均应清除干净。如有砂眼、钉孔应进行补焊;如有撕裂,应采用与翼缘等宽的母体材料进行双面搭接焊,搭接片长度不小于100mm,且四周接触面均须满焊。
止水铜片的安装和使用常识规范
核心提示:鹤壁止水铜片止水铜片的主要制作材料是铜质,具有比较好的韧性和耐性,用作防水材料不但可以实现理想的防水效果,还能够确保在长期的高强度使用下不会出现任何问题。
止水铜片的主要制作材料是铜质,具有比较好的韧性和耐性,用作防水材料不但可以实现理想的防水效果,还能够确保在长期的高强度使用下不会出现任何问题。
一、止水铜片不应该放置在温度很高或者阳光直射的地方,同理也是不可以放在潮湿处的,酸碱性、易燃易爆物更是要远离。
二、在运输和施工中,防止机械、钢筋损伤紫铜止水片。
三、施工过程中,止水铜片必须可靠固定,避免在浇注混凝土时发生位移,保证止水带在混凝土中的正确位置。
四、固定止水带的方法有:利用附加钢筋固定、专用卡具固定、铅丝和模板固定等。如需穿孔时,只能选在止水带的边缘安装区,不得损伤其他部位。
五、如果是需要大批量的采购,需要提前选择好款型,确定要使用的尺寸,异型结构要有详细的图纸。出厂时尽量确保紫铜止水片可以连接一体。
六、若是需要在施工现场连接止水铜片,电加热板硫化粘合、焊接等方式都是可以选择的。
止水铜片按设计形状、尺寸,鹤壁止水铜片采用专门成型机,将99.9%的工业优质纯铜根据需要长度加工挤压整体成型,确保成型质量。加工时,尽量减少接头数目(同时需要考虑物流运输的便利)。挤压加工成型的紫铜止水长度大,容易发生扭曲变形,为避免发生此现象,应尽可能靠近工作面加工,成品出口处设置托架。对于异型接头,在现场根据实际需要进行加工和连接。
铜片止水的连接方式,根据连接对象不同,连接方式也存在差异。在施工现场,主要的连接分为止水铜片与止水铜片的连接,以及止水铜片与橡胶止水带的连接。止水铜片的连接方式采用搭接焊接,焊接时采用紫铜焊条气焊,双面焊接。气焊应预热,预热温度约为400℃~500℃,气焊时,使用硼酸盐、卤化物或二者的混合物作为焊剂,焰心离开工作表面的距离应保持在2mm~4mm焊后沿焊缝两侧100mm范围内进行热锤击。水平止水之间连接时,搭接长度大于20mm,水平紫铜片与垂直紫铜片连接时,搭接长度大于70mm。焊接接头应保证表面光滑、无孔洞和缝隙、并检查是否有漏焊、欠焊等缺陷,保证紫铜止水片不漏水。
止水铜片与橡胶止水的连接一般为垂直连接,连接方法采用氯丁胶粘接,粘接长度大于70mm,粘接前,将橡皮止水的凸起割掉形成平面,用手挫打毛,然后将粘接面涂上氯丁胶进行粘接,粘接必须牢固,防止裂缝。粘接后,将表面用螺栓加铁板进行固定。
