




一、球墨铸铁管、球墨铸铁管配件的壁厚:当球墨铸铁管铸件表面形成硬壳后,内部的金属液温度越高,液态收缩***越大,所以缩孔、缩松的容积***值和相对值都会增加。若壁厚变化太突然,孤立的厚断面得不到补缩,会使产生缩孔缩松的现象倾向增大。二、碳当量:如果提高碳量,***增大了石墨化膨胀,则可减少缩孔缩松的现象。提高碳当量还可以提高球铁的流动性,有利于补缩。提高碳当量时,不应使球墨铸铁管铸件产生其他缺陷。 三、稀土和镁:稀土残余量过高会恶化石墨形状,降低球化率,因此稀土含量不宜太高。而镁又是一个强烈稳定碳化物的元素,阻碍石墨化。由此可见,残余镁量及残余稀土量会增加球铁的白口倾向,使石墨膨胀减小,故当它们的含量较高时,亦会球墨铸铁管增加缩孔、缩松的现象。 四、球墨铸铁管浇冒口及冷铁:若浇注系统、冒口和冷铁设置不当,则不能保证金属液顺序凝固;另外,冒口的补缩效果是由冒口的数量、大小以及与铸件的连接有关的。五、球墨铸铁管的温度:浇注球墨铸铁管温度高,有利于补缩,但太高会增加液态收缩量,对消除缩孔、缩松不利,所以应根据具体情况合理选择适宜的浇注温度。六、砂型的紧实度:若砂型的紧实度太低或不均匀,可能会产生型腔扩大的现象,致使原来的金属不够补缩而导致铸件产生缩孔缩松的现象。七、磷:球墨铸铁管铁液中含磷量如果偏高,会使凝固范围扩大,低熔点磷共晶在***后凝固时得不到补给,以及使铸件外壳变弱,因此有增大缩孔、缩松产生的倾向。 球墨铸铁管道气密性检测的常用方法:气密性试验是球墨铸铁管生产过程中不可缺少的工序,是产品质量的保证,在使用过程中气密性指标也是非常重要的。生产安全、气体泄漏检测的重要过程包括有毒气体泄漏检测、可燃气体泄漏检测和气密性试验。
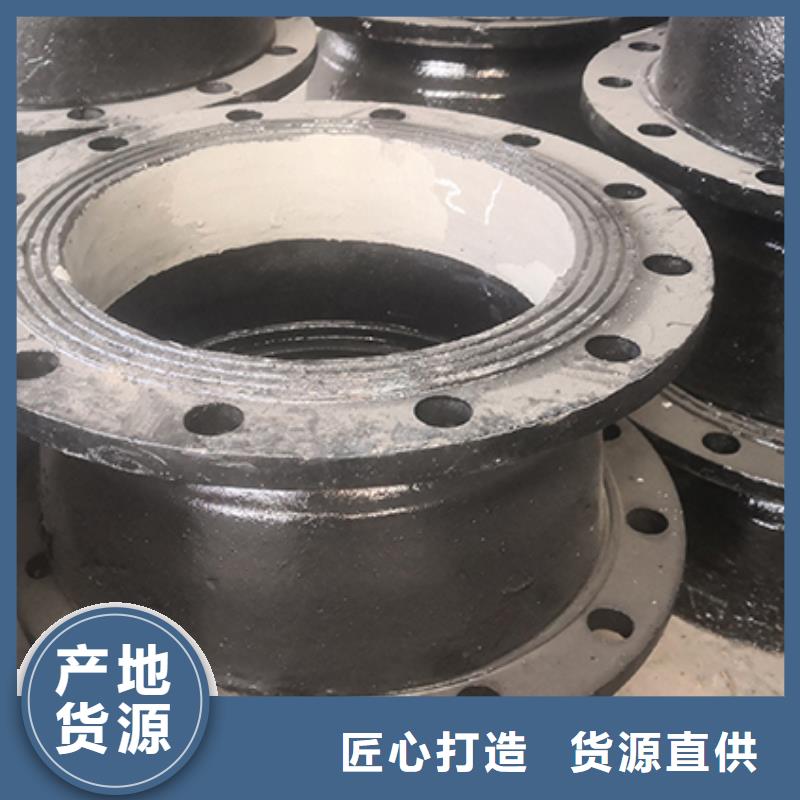
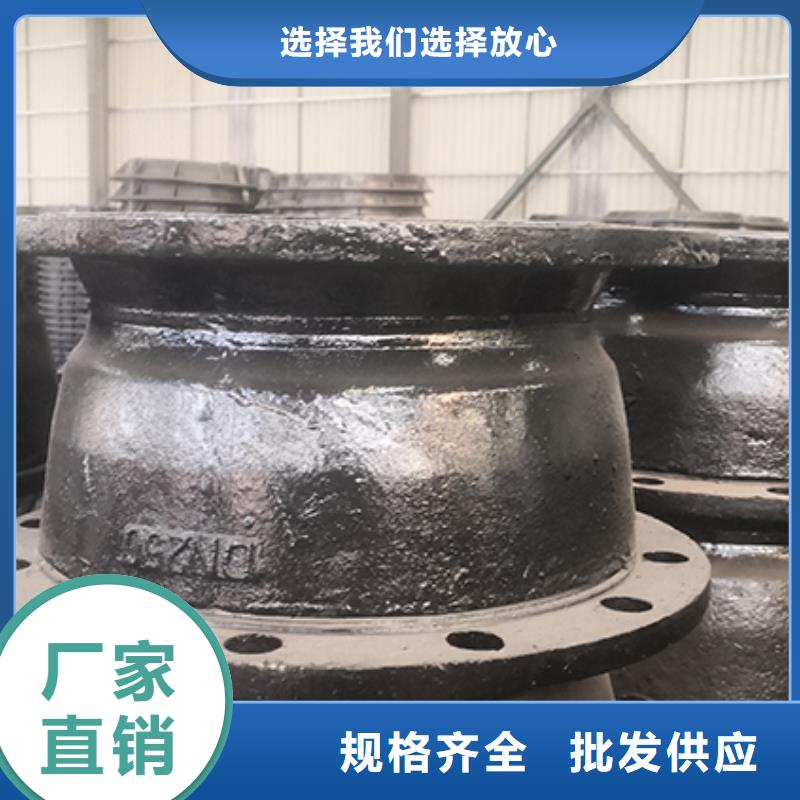
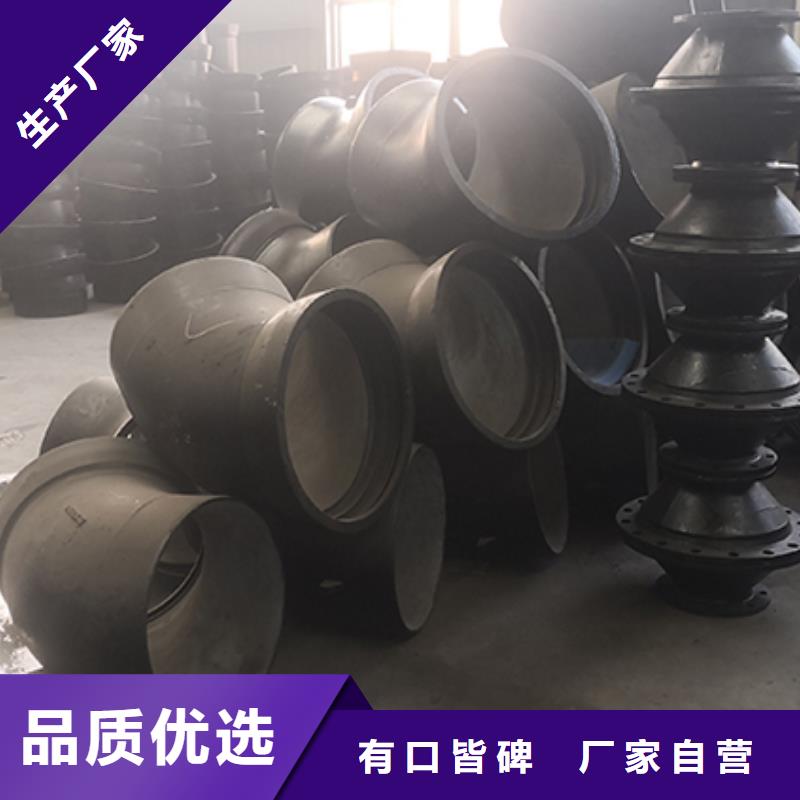
球墨铸铁管配件在抗拉、抗弯、硬度、延伸率、耐冲击性及水压试验等方面的技术性能都大大优于灰铸管和硅压力管而在耐腐蚀性能及使用寿命方面又优于钢管从灰铸管、钢管和球墨铸铁管的力学性能看球墨管的抗拉、抗压强度比灰铸管高出一倍以上比钢管也要高许多。由于球墨铸铁管采用了T型柔性接口有良好的密封性和可挠性且管材本身***具有较大的延伸率使管道具有较好的柔性因此在埋地的管道中能够接受少量的不均匀沉降改善了管道及周围土壤的受力状态。另外管道因受水温变化而引起的伸缩在接口内也可以被吸收一部分不会导致接口漏水。球墨铸铁管每吨的单价虽然比灰铸管高出很多但球墨铸铁管的管壁较薄且管径愈大和灰铸管壁厚相差也***越大如按单位长度的造价计算根据引门的初步统计管径在DN200mm以下的管材球墨铸铁管的价格明显高于灰铸管且口径越小价格高出愈多管径在DN300mm以上球墨铸铁管的价格接近甚至低于灰铸管价格且管径愈大价格愈低。另外由于球墨铸铁管的延伸率较大而灰铸管的延伸率为零在运输装卸过程中灰铸管的破损率也明显高于球墨铸铁管而硷压力管的破损率则更高。产品质量越好其事故率越低流失的水费也***越低。由于管道系统的一般使用年限为几十年所以累积下来的损失费将会高得惊人。从这个意义上讲一次投资高品质的管线它的效益将会在长期运行上得以体现。管道系统在运行中会发生诸多因素的变化如水压、水量、承受负荷、地基条件的变化等。在中低压管网球墨铸铁管具有运行安全可靠破损率低施工维修方便、快捷防腐性能优异等。因此供水企业选择球墨铸铁管对保证供水管道系统长期经济运行有着十分重要的意义。1、施工简单快速。使用简单的工具即可进行 快速、安全的装接工作。2、橡胶圈不易老化。橡胶圈几乎被完全嵌入 承口内槽中,与氧气接触部分较少^可降低老化程度。3、电化学腐蚀影响较小。接口的橡胶圈使每 根球墨铸铁管之间相互绝缘^可减少电化学腐蚀的 影响。4、密封性能好。橡胶圈密封部位受到挤压 后,可与球墨铸铁管承口内表面和插口外表面紧密接合,从而获得充分的气密性和水密性。5、具有可挠性。橡胶圈具有弹性,使球墨铸铁管承口具有可挠性管道可以很好地适应地基的 少许沉降或震动。6、伸缩性良好。可以很好地吸收由于温度变 化引起的管道伸缩,无需伸缩接头。
球墨铸铁管配件的应用球墨铸铁管是替代输油、输气、输水管道传统产品的高新技术产品。球墨铸铁管以其强度高、韧性好、抗腐蚀能力强、安装施工方便等优点己被广泛地应用。我国城市供水管网中铸铁管占80%以上近几年逐渐淘汰了灰口铸铁管大量使用球墨铸铁管。根据有关资料分析目前我国需用铸铁管150万-200万吨/年其中离心球墨铸铁管市场需求达到120万-150万吨并且显现出较高的需求增长势头。球墨铸铁管在国外已有几十年的应用历史了国内虽然起步较晚并且缺乏相应的规范标准和生产规模但近年来开发应用的速度较快。 2.球墨铸铁的发展 球墨铸铁以其优良的性能在使用中有时可以代替昂贵的铸钢和锻钢在机械制造工业中得到广泛应用。铸铁管是供水管网中使用量***多的一种管材。目前世界上每年铸铁管的产量约700万吨并每年以3%的速度递增。国际冶金史专家于1987年对此进行验证后认为:古代中国已经摸索到了用铸铁柔化术制造球墨铸铁的规律这对世界冶金史作重新分期划代具有重要意义。 球墨铸铁作为新型工程材料的发展速度是令人惊异的。1949年世界球墨铸铁产量只有5万吨1960年为53.5万吨1970年增长到500万吨1980年为760万吨1990年达到915万吨。2000年达到1500万吨。球墨铸铁的生产发展速度在工业发达***特别快。世界球墨铸铁产量的75%是由美国、日本、德国、意大利、英国、法国六国生产的。我国球墨铸铁生产起步很早1950年***研制成功并投入生产至今我国球墨铸铁年产量达230万吨位于美国、日本之后居世界第三位。适合我国国情的稀土镁球化剂的研制成功铸态球墨铸铁以及奥氏体贝氏体球墨铸铁等各个领域的生产技术和研究工作均达到了很高的技术水平。
球墨铸铁管配件压力试验完毕,不得再球墨铸铁管上进行修补。建设单位应参加压力试验,压力试验合格后,应和施工单位一同按规范规定填写球墨铸铁管系统压力试验记录。(2)压力试验前应具备的条件:1)试验范围内的球墨铸铁管安装工程除涂漆,绝热外,已按设计图纸全部完成,安装质量符合有关规定。2)球墨铸铁管上的膨胀节已设置了临时约束装置。3)试验用压力表已校验,并在周检期内,其精度不得低于1.5级,给水球墨铸铁管表的满刻度值应为被测压力的1.5~2倍,压力表不得少于2块。4)符合压力试验要求的液体或气体已经备齐。5)按试验的要求,怎样区别无缝钢管材质球墨铸铁管已经固定。6)对输送剧毒流体的球墨铸铁管及设计压力大于等于10MPa的球墨铸铁管,在压力试验前,下列资料已经建设单位复查:A,球墨铸铁管组成件的质量证明书;B,球墨铸铁管组成件的检验或试验记录;C,管子加工记录;D,焊接检验及热处理记录;E,设计修改及材料代用文件。待试球墨铸铁管与无关系统已用盲板或者采取其他措施隔开。待试球墨铸铁管上的安全阀,球墨铸铁管-球墨管-球墨铸铁管厂家-青岛金源达管业有限公司 板及仪表元件等已经拆下或加以隔离。试验方案已经过批准,并已进行了技术交底。水压试验的程序,步骤,方法水压试验的程序,步骤,方法如下:连接。讲试压设备与试压的球墨铸铁管系统相连,试压用的各类阀门,压力表安装在试压系统中,在系统的 点安装放气阀,在系统的 点安装泄水阀。
