







塑料盲沟管是一种以合成纤维、塑料以及合成橡胶等为原料,经不同的工艺方法制成各种类型、多功能的土工材料产品,其具有以下的性能指标:1、纵向抗拉强度:KN/50cm,≥1.02、纵向伸长率(%):≥123、横向抗拉强度:KN/5cm,≥0.84、横向伸长率(%):≥125、塑料盲沟管的圆球顶破强度(KN。其开挖要选择能充分疏排水的部位,塑料盲沟管规格为40*40cm的槽沟,集水井设置在地势较低容易集水的地方,并且间隔距离要合理,集水井做好后,井内径规格一般为1*1*1m。溢流井要能及时将过多的湖水排走,并方便排水清洗湖底。进水口要安装牢固通畅进水。疏水4寸PVC管要钻足够的孔洞,放埋后管四周要铺满碎石再铺石粉。集水井内的湖内水与地下水连通装置要方便操作,密封可靠,以确保湖内装水时不漏水,清洗湖底排干水时,又不会因地下水的压力,而造成防水层的起鼓。
塑料盲沟的空隙率可通过称重试验后拄以下公式计算得出n=(1-m/p.s.l×)式中:n--空隙率,%m--试件重量gL-试件长度ms--试件截面积m2p--原材料密度,g/m3以计算公式为标准,准确算出塑料盲沟管应用场合的孔隙率能够减少不匹配状况的发生,减少经济损失。孔隙率是指塑料盲沟管的空隙体积与总体积的比率,以%表示。空隙率固纤维丝的排列密度不同而异。其计算公式按照下述方法计算:塑料盲沟管的空隙率一般达82%-92%。塑料盲沟管在生产制造中,不仅要求工艺要严卡要求,而且对相关的生产设备也有一定要求,例如:温度的控制。1、由于塑料盲沟管熔体黏度大,流动性差,为防止螺杆因摩擦热过大而升温,引起螺杆黏料分解或使管材内壁毛糙,必须降低螺杆温度。
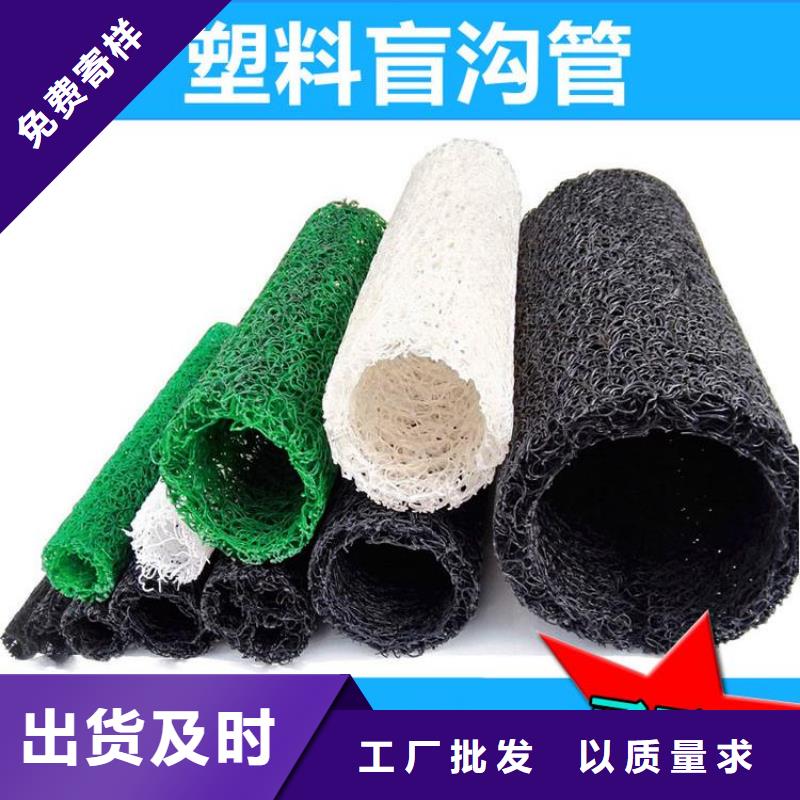
塑料盲沟生产工艺严格,检测严格,产品型号齐全,DN50-300型号均可以定制,也可以生产方形塑料盲沟,扁形塑料盲沟等。塑料盲沟管在焊接前,塑料盲沟管的贮存条件是否符合标准、焊接后冷却的过程是否得当等,都是影响塑料盲沟管质量的因素,所以,对其进行检测是非常有必要的,今天我们就来了解一下塑料盲沟管的质量检测规程:塑料盲沟管的抽查数量不得少于10%,且每个焊工的抽查数量不少于5个。塑料盲沟管的外观质量自检应进行,监理等验收单位应根据施工质量抽取一定比例焊口进行外观检查,数量不得少于焊口数的30%,且每个焊工的焊口数不少于9个。检查塑料盲沟管全部焊接口的焊机焊接数据打印记录。对于全自动热熔对接的焊口,验收人员应抽取一定数量的焊口割除卷边,按上面的检查要点来检查接口质量。检测塑料盲沟管的质量时,我们还要检查管材的接口质量,如不合格,应对该焊工的接口进行加倍抽检,再发现不合格,则对该焊工施工的接口全部进行返工。好产品,好质量!
塑料盲沟管的螺杆冷却应控制出水温度不低于70~80℃,冷却方法是在螺杆内部用通铜管的方法进行水冷却。3、塑料盲沟管的温度一般控制在80~100℃之间,若温度过低反压力增加,产量下降,甚至会发生物料挤不出来而损坏螺杆轴承的事故。控制好塑料盲沟管生产设备温度,能够延长使用寿命,加强其稳定性。希望今天的知识对您有所帮助。
我们平常见到的塑料盲沟管基本都是黑色的,其实许多地方也有用到其他颜色的,这就少不了一项重要工艺:上色。具体操作步骤如下:1、预处理,先使用方法对表面进行清洗,使用物理和化学方法都可以,主要的就是使塑料盲沟管露出基体。这样是有利于氧化的完整的进行的,形成的氧化膜也会是致密的,预处理还可以使用一些机械设备处理。2、阳氧化。经过与处理之后的塑料盲沟管,使基体发生阳氧化反应,然后就是会生成致密的氧化薄膜。3、封孔。塑料盲沟管经过阳氧化之后,氧化薄膜上会出现很多的膜孔,封孔就是使这些膜孔封闭,防止氧化膜被污染。公司生产的塑料盲沟有黑色,白色,绿色等,也可以根据客户需求定制!
