
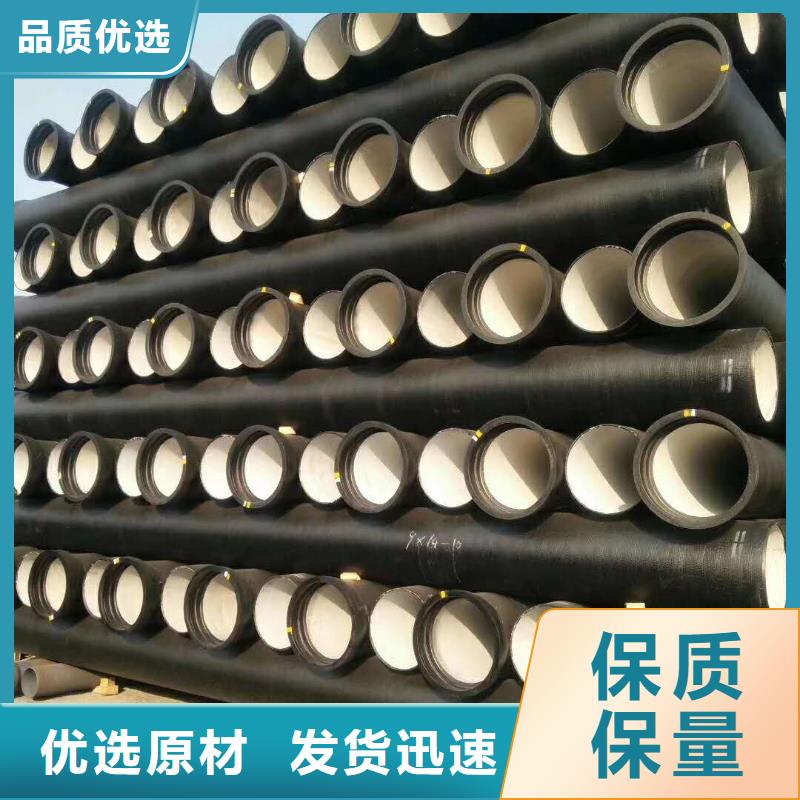

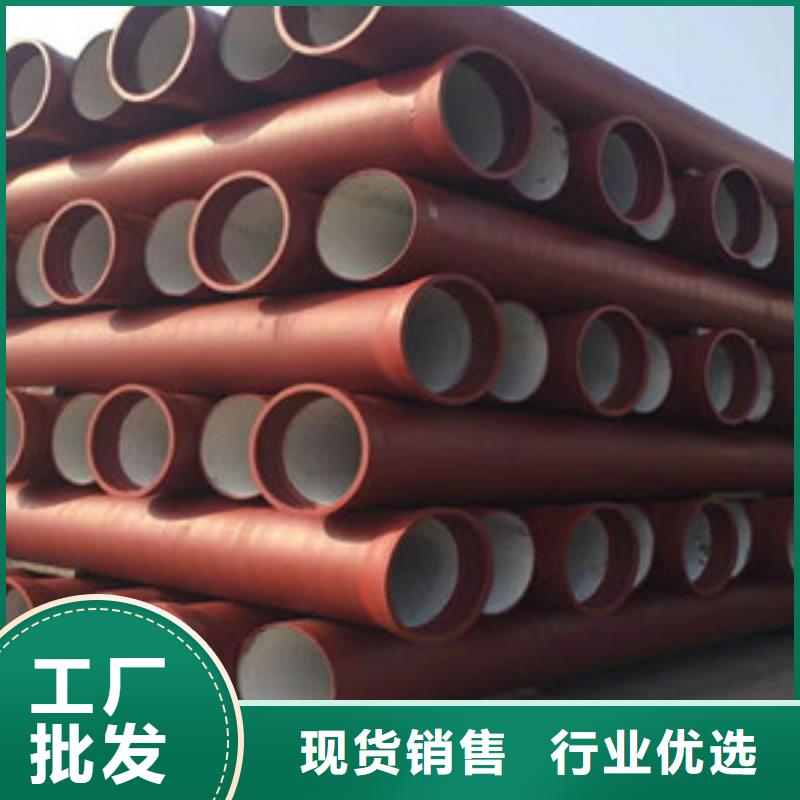







设备机具设备:将准备好的机具设备设备到位,设备时留心不要将已收拾的管子部位再次污染。顶推管子使之刺进承口:在设备时,为了将插口刺进承口内较为省力、顺畅。首先将插口放入承口内且插口压到承口内的胶圈上,接好钢丝绳和倒链,拉紧倒链;直到插口刺进承口悉数到位,承口与插口之间应留2mm左右的间隙,并保证承口四周外沿至胶圈的间隔一致。球墨铸铁管有怎样长处呢?球墨铸铁管道是应当具有有以下几大特点:强度高,耐腐蚀、耐高压以及事故率较低运用的寿数以及高延生率的功能等等。供水以及排污常常都是老城区的居民所非常关心的一个问题,特别是在夏日降临的时候,降水量的添加。那都可当做为现如今排污方面所优先选择的管材在插口表面面和胶圈上涂刷润滑剂:将润滑剂均匀地涂刷在承口设备好的胶圈内表面、在插口表面面涂刷润滑剂时要将插口线以外的插口部位悉数刷匀。

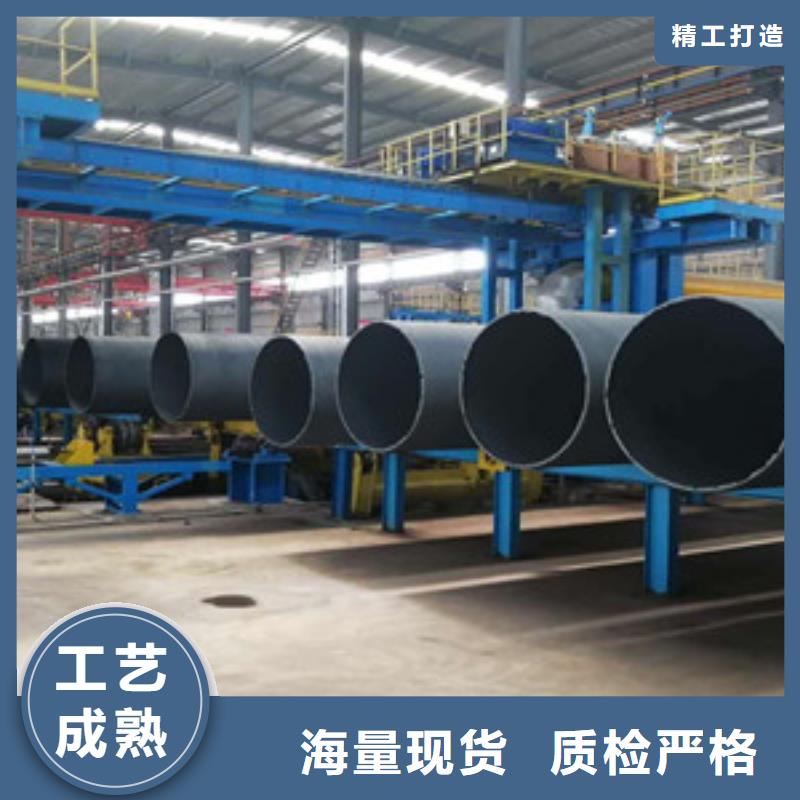
使石墨球化的影响。试验表明,厚壁铸件,当碳当量超过共晶成分是可能产生开花石墨。但增加的碳含量增加铁水镁回收率。因此,大多数高碳低硅生产的原则,通常硅含量在2%左右控制。此外,碳当量,铸件壁厚的选择:当管壁厚度为6.5?76毫米,碳当量的4.35%至4.7%;壁厚>76毫米,碳当量的4.3%到40.35%。球墨铸铁管主要称之为离心球墨铸铁管,它具有铁的本质、钢的性能,防腐性能优异、延展性能好,密封效果好,安装简易、主要用于市政、工矿企业给水、输气、输油等。具有很高的性价比。与PE管材相比,从安装时间上,球墨管比PE管安装更简单快捷,且安装后内外承压力更好;碳当量:铁水碳当量过高(尤其是高硅含量)。
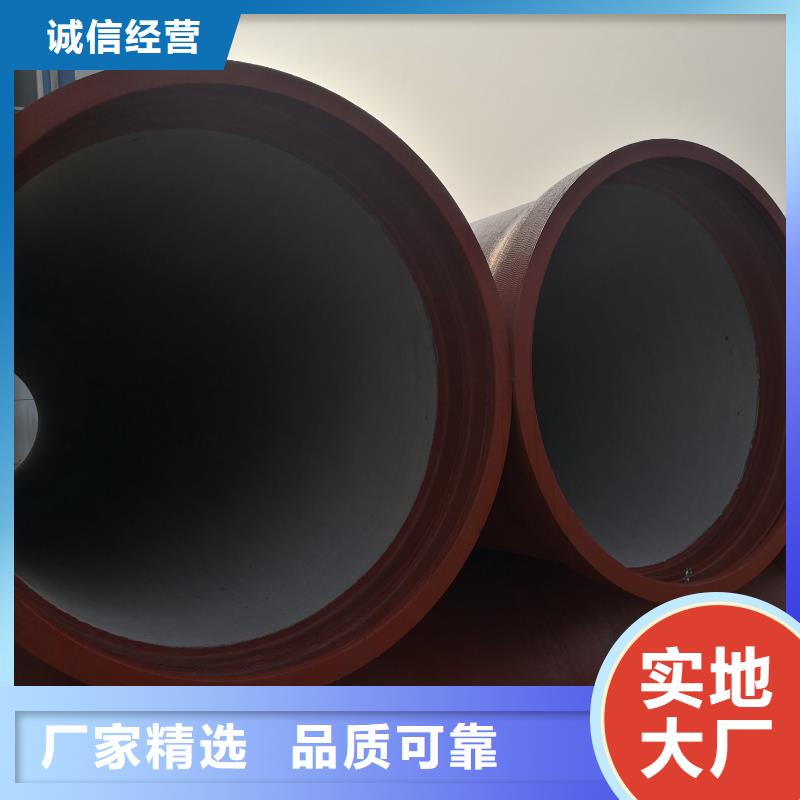
球墨铸铁管或者一个球墨铸铁管管件之后,在冷却降温时,如果有温差的存在就会产生应力,冷却较慢的部位产生压应力,冷却较快的部位产生拉应力。高温可塑的铸件由于应力的存在,会自发的发生变形,以减小应力。变形的结果使球墨铸铁管管件挠曲,挠曲的方向是:温度较高的部位突起,温度较低的部位凹下为了使铸件保持所要求的几何精度,在制模时应预先施加一个反变形量。确定反型变量的大小,除了采用类比法以外,也可采用计算法。生锈归于一种化学反应,因为铁的化学性质生动,放的时刻长了就会生锈。铁简单生锈,除了水分是使铁简单生锈的物质之一。但是,光有水也不会使铁生锈,只要当空气中的氧气溶解在水里时,氧在有水的环境中与铁反应,才会生成一种叫氧化铁的东西,这即是铁锈。
球墨铸铁管件消失模铸造浇注位置的选择非常重要。依据合金的凝固理论和实际生产经验,在选择浇注位置时应注意以下几点。
把加工面尤其是重要的加工面朝下或垂直放置。这一点和砂型铸造是相同的,因为在金属静压力的作用下,尽量把消失模上的开口部分(如窗口、凹槽及孔穴等)朝上安放,便于填砂造型,保证紧实。为了保证铸件轮廓、棱角清晰,设计的直浇道要有必要的充型压力头,高于铸件上水平面160~210mm,有足够上升速度,可避免铸件产生皱皮、冷隔和夹渣疤等缺陷。铸件下部凝固时容易得到补缩,使其组织致密。对消失模铸造更是如此,因为消失模在遇到高温金属液生成的熔渣,易浮到铸件的上表面,加工面就能得到保证。当然,理想的是熔渣上浮到设置的冒口里。
