







焊接采用埋弧自动焊接须在符合要求的平台上进行拼装。在拼装时,要严格控制形位误差。即:翼缘板对腹板的对称度≤1.5mm。翼缘板对腹板的倾斜度≤1。.5mm。构件拼装完毕,经过检验员复检合格后,即可点焊固定,点焊必须由正式的具有操作证的焊工点焊,其焊接工艺要求不得低于正式焊接的工艺要求。3、焊接:埋件梁体焊接采用埋弧自动焊接须在符合要求的平台上。
4端头处理所有埋,影响埋弧焊焊缝成形和质量的主要因素有线能量、接头结构形式、尺寸、施工工艺及焊接材料性能,因此焊接时,主要应调节好焊接电流、电弧电压,控制好焊接速度、坡口尺寸、焊缝间隙、焊丝直径等参数。。其余焊缝采用手工焊接,手工焊接时,应采用合适的工艺参数,运条要依照规范进行,表面波纹必须均匀;结尾不准留有弧坑,直线焊缝至边缘,圆环形焊缝或方形焊缝首尾交接处均必须饱满而不出现超高或凹坑。4、端头处理:所有埋影响埋弧焊焊缝成形。
放过程中产生变形及损件端头采用铣床进行铣削处理,确保安装质量。5、清污机防腐:埋件制作成型后,对外观进行休整后运至防腐场地进行防腐处理,具体工艺详见喷锌防腐工艺。6。、成品堆放保护:埋件制造验收合格后,运至成品区标识,整齐堆放,并注意保护,防止搬运途中及堆放过程中产生变形及损件端头采用铣床进行铣。
→放样→下料→清污机伤。清污机产品质量好作用大与其制造工艺流程紧秘相关。(1)清污机制作应满足DL/T5018-94.8.3清污机制造规范及招标文件有关埋件制造的技术要求。(2)清污机制作工艺程序清污机制。造按下列工艺进行:施工准备→放样→下料→清污机伤清污机产品质量好。
度≤15mm构件拼焊→校正→防腐→验收。清污机下料尺寸应留足收缩余量,收缩量f=1mm/m,结合施工条件加以修正。清污机焊接也要采用对称焊接,其校正可采用液压校正机校正,使其满足规范要求。清污机单件制造完成后,对接。焊缝的接口处用铣床铣成坡口,以利于安装焊接。拼装:拼装必须在符合要求的平台上进行拼装。在拼装时,要严格控制形位误差。即:翼缘板对腹板的对称度≤1.5mm。翼缘板对腹板的倾斜度≤1.5mm。构件拼焊→校正→防腐→验。
形式尺寸施工工艺拼装完毕,经过检验员复检合格后,即。可点焊固定,点焊必须由正式的具有操作证的焊工点焊,其焊接工艺要求不得低于正式焊接的工艺要求。焊接:埋件梁体焊接采用埋弧自动焊接,影响埋弧焊焊缝成形和质量的主要因素有线能量、接头结构形式、尺寸、施工工艺拼装完毕经过检验员。
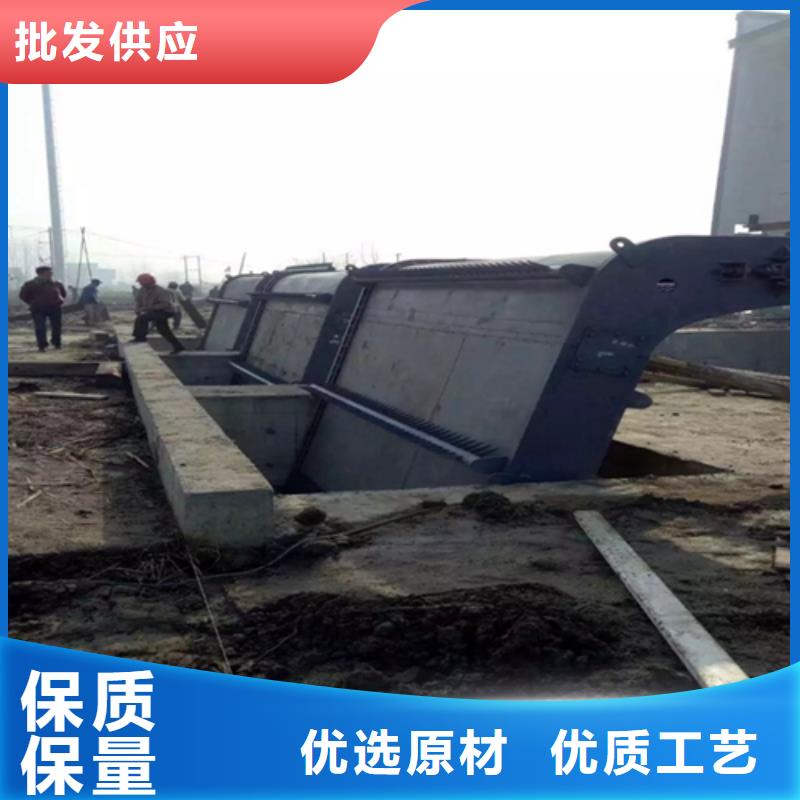
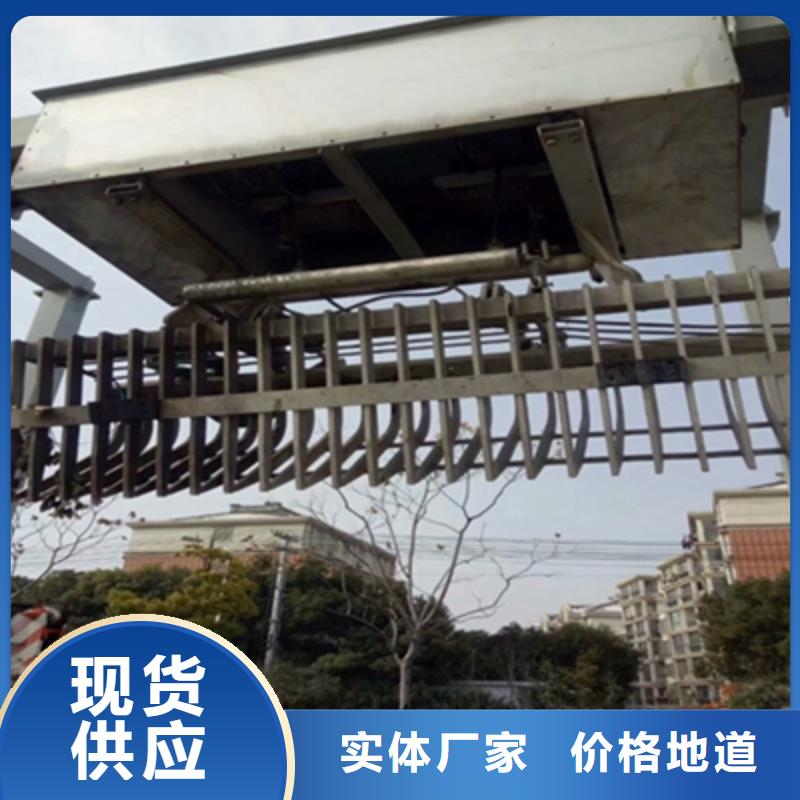
了保证设备的可靠性人员可右手操作手柄控制液压清污抓斗的升降和小车的行走,左手操作手柄控制抓斗的开闭和整机的行走。另外,驾驶室装有液晶显示屏,并设有各种灯,便于对机器的运行情况进行观察水电站门式。清污机属于一种多功能清污机,既有提栅、启闭闸门功能,又可携带清污抓斗对拦污栅进行清污,在国内水电站使用比较广泛。门式清污机主要包括门架、大车运行机构、小车运行机构、起升机构、液压自动抓梁和清污抓斗等,为了保证设备的可靠性,人员可右手操作手柄控。
应铲除干净然后用优需定期。对门式清污机进行保养维护。一、门架及其主要构件门架及其它主要金属结构至少应每年进行一次全面检查,主要检查内容如下:1.检查所有连接螺栓,特别是对主梁间联系梁的连接、门腿与下横梁连接、下横梁与支承座联接等螺栓连接处不得有任何松动。2.检查主要焊缝,宜先用煤油清洗而后检查。如发现焊缝有裂纹,应铲除干净,然后用优需定期对门式清污机。
道侧面走并有轻微的摩质焊条焊接,保证焊接质量。3.轨。道应防止沾油,以免车轮打滑。4.门机的金属结构,视前一次的油漆情况,可在3~5年内涂油漆一次。涂漆前应仔细清除旧漆及除锈。水电站门式清污机二、大车运行机构大车运行有时会出现啃轨现象,产生啃轨的原因很多,其中轨道安装不直,运行机构组装及车轮安。装偏斜等会造成啃轨现象,应查明原因消除之。注意要把正常的导向与啃轨区别开来,轮缘挨着轨道侧面走并有轻微的摩质焊条焊接保证焊接。
的润滑油钢丝绳要定擦不应算啃轨,啃轨指的是严重的轮缘与轨道的抵触,运行起来往往发出响声或震动,并使车轮轮缘剧烈磨损的现象。水电站门式清污机三、起升机构1.在起升机构工作期间,应注意电动机的温度,不得过热,过热时应停车检修。2.减速器在运行期间,润滑油必须清洁,润滑油性能及换油时间必须符合图纸。规定;换油时应清除壳内污物,并用煤油清洗壳体内腔和其它零件。3.钢丝绳表面要涂足够的润滑油;钢丝绳要定擦不应算啃轨啃轨指。
槽时应报废6联轴期进行检查,并根据起重机械安全规程规定GB6067的标准对钢丝绳是否可以继续使用进行判定,达到报废标准的钢丝绳不得继续使用。4.各轴承内外圈的滚道、滚珠(柱)表面产生。磨损条纹、剥落小坑、裂纹或轴承径向间隙增大到0.2mm时应换新。5.制动轮轮径磨小超过5mm,或表面磨出大于4mm深的沟槽时应报废。6.联轴期进行检查并根据起。
开闭控制系统抓斗开无需另外指挥。操作人员在坝面不仅能亲。眼观察抓斗的运行状况,还可以通过触摸屏完善的用户界获取大量的运行数据,从而使操作者及时采取合理的控制策略,大大提高工作效率。水电站抓斗清污机智能控制系统2.水电站抓斗清污机智能控制系统的组成控制系统由三部分组成:①起升机构电气传动系统:起升机构采用变频调速,闭环矢量控制,电阻能耗制动。②抓斗开闭控制系统:抓斗开无需另外指挥操作人。
触摸屏组成触摸屏上闭采用液压驱动,液压系统包含泵站、电磁阀、压力传感器等。控制系统采用西门子S7。-300系列PLCCPU采用313C系列,集成了24I/16O的数字量和5I/2O的模拟量。③清污机监控系统:监控系统由PLC和触摸屏组成。触摸屏上闭采用液压驱动液压。
的清污效率也给用户带按钮发出控制指令,PLC完成系统的逻辑控制;同时PLC将通过模拟量输入接口采集到起升高度、实时运行载荷、液压系统压力、抓斗开闭角度等数据送入触摸屏显示,实现实时数据监控。水电站抓斗清污机智。能控制系统水电站抓斗清污机智能控制系统的应用,给用户的操作带来极大的方便,使清污机的操作更加人性化,同时较高的清污效率也给用户带按钮发出控制指令P。
严重的可以造成停机事来可观的经济效益。滁河泵站取水口水草较多,取水条件差,拦污栅经常被杂草堵塞,使机组产。生气蚀,效率下降。泵站开机抗旱时,拦污栅经常堵塞严重等现状,特别是暴雨天气,快速汇流的洪水将枯枝杂物、水草等冲到泵站进水口,严重的可以造成停机事来可观的经济效益滁。
种类的新型清污机规故。因此,选用结构简单,操作维护方便,自动化水平较高的小型清污设备成为泵站正常运行的重要措施。当前,国内外清污机研究水平不一,国外在技术开发和制造上均领先于国内企业,特别是大型清污机械设备,在国内还是一项空白。国外清污机。研究开发已在向智能化和自动化上发展,而国内近几年清污机也有较快的发展,开发了循环式、回转式、抓斗式、旋转式、转刷网式、格栅式、悬挂式等种类的新型清污机,规故因此选用结构简。
被污物压坏清污机械沟渠分布格栅,除污机除污完一个沟渠的格栅后,至另一沟渠,继续除污,直至所有沟渠格栅栅面污物清除完毕,栅前后水位差达到正常值时为止。本设备有多种材质,可以根据客户要求铸造,同时公司还生产有回转式格栅除污机,螺旋输送机,无轴螺旋输送机等拦污栅有效的将水库或河道上的污物拦截后,。需要使用清污机械将拦污栅上的污物及时清理,保障水口过水顺畅,减少谁能损失、避免拦污栅被污物压坏。清污机械沟渠分布格栅除污机。
站专用清污机的 机是水电站、泵站专用清污机的总称。主要由机架、水下清污装置、牵引装置、控制系统、安全保护系统等部分构成。清污机械包括:1)耙斗式清污机2)回转式清污机3。)抓斗是清污机。一、耙斗式清污机――水电站专用清污机1基本工作原理如右图所示2性能特点:半封闭斗室利于同时清理多种类型综合性的水体垃圾,兼有抓斗式和齿耙式清污机的优点。3工况适应性:复杂工况适应性好。4推荐为:水电站专用清污机的 机是水电站泵站专用清。
活造价低3工况型;以及工况。恶劣,污物复杂的水利设施清污机。二、抓斗式清污机――泵站及水利设施清污机1基本工作原理如右图所示2性能特点:封闭斗室利于清理以粗大和数量众多的漂浮型为主的水体垃圾,优点是布置灵活,造价低。3.工况型以及工况恶劣。
栅前回转两种型2性能适应性:工况适应较为单纯。4推荐为:以漂浮物为主的泵站;城市供排水粗过滤;要求不高的水利设施清污机。5技术特色:参考。在欧洲广泛应用的荷兰BOSKER的自动抓斗式清污机机型。进行了系列技术改进,增强了运行的稳定性,提升清污性能,改进了排渣方式,以适应我国水工工况。三、齿耙回转式清污机――市政供、排水及工业设施用清污机1基本工作原理如右图所示:分。绕栅回转和栅前回转两种型2性能适应性工况适应较为。
回转机型及不同类型特点:无斗室(或称斗室开放),篦栅装置有利于清理较小、阻塞型垃圾,优点是连续工作性能好。3.工况适应性:工况适应单纯。d.推荐为:城市供排水系统;污水处理厂;火电厂循环水;工业水处理等用途的清污机。4技术特色:根据工况条件和工作要求,选择栅前回转或绕栅回转机型,及不同类型特点无斗室或称斗。
