





热轧角钢允许误差分为是多少?热轧等边角钢(GB9787)规定:5号角钢(50×50×5)允许偏差(mm):边宽—±0.8边厚—±0.4。其它的允许偏差(mm):型号:2~5.6:边宽—±0.8边厚—±0.4型号:6.3~9边宽—±1.2边厚—±0.6型号:10~14边宽—±1.8边厚—±0.7型号:16~20边宽—±2.5边厚—±1.0角钢尺寸、外形允许偏差应执行GB/T706--2008《热轧型钢》标准。GB/T706--2008《热轧型钢》标准明确:热轧等边角钢、热轧不等边角钢、热轧L型钢等的尺寸、外形、重量及允许偏差、技术要求、试验方法等。型钢的力学性能、钢的牌号和化学成分应符合GB/T700碳素钢、GB/T1591低合金高强度结构钢有关规定。
角钢热裂纹的控制措施!Q345B角钢冶金因素和工艺因素有关,即需要容易形成低熔共晶体合金元素C、S、P的控制,以及相关Q345B角钢生产工艺的改进。具体如下:1选用与母材成分匹配适应性强且C,S,P含量低的焊接Q345B角钢,使用形成的焊缝金属C,S,含量较低,焊缝Mn/S比值,Mn/Si比值较高,抗热裂纹产生及扩展能力较强,从冶金措施上根除Q345B角钢焊接热裂纹产生的根源。适中的屈强比使用得焊缝工作可靠性增强,焊缝应力不容易很快上升到强度极限而造成失效。2正确控制焊前预热温度和层间温度,预热温度控制在150-200℃,层间温度控制在150-300℃,降低焊缝Q345B角钢凝固时的应变速率,减小焊接热输入量,提高焊接速度,以降低晶偏析程度。而提高电弧电压,增大焊缝成形系数是预防Q345B角钢产生焊接裂纹的有效途径。3严格控制定位焊质量及层间厚度要求,钨极氩弧焊打底焊是采用短弧焊,焊嘴与焊件距离不超过10mm,此外,焊条电弧焊时注意层间清渣,以防止Q345B角钢产生气孔,夹渣等缺陷成为裂纹源。4在700-740℃温度下及时进行焊后热处理,升温速度控制在150-204℃/h保温时间结束后炉冷至300℃,出炉空冷至室温,这些是保证Q345B角钢产品使用性能的重要前提。
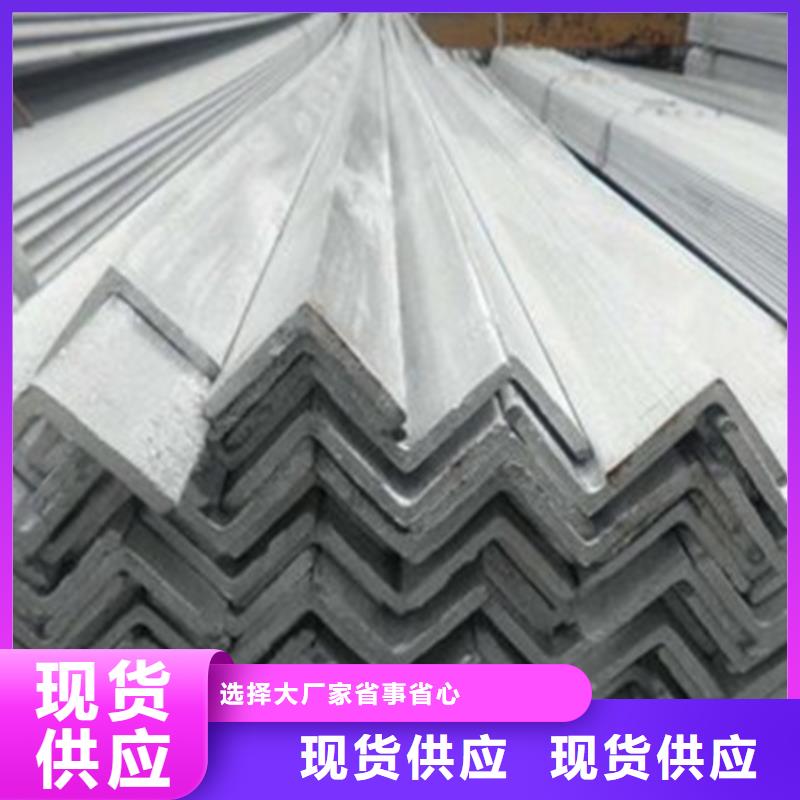
等边角钢的规格以边宽*边宽*边厚的毫米数表示。如:30*30*3,即表示边宽为30mm、 边厚为3mm的等边角钢。也可用型号(号数)表示,型号是边宽的厘米数。角钢型号前面可加符号“∠”,型号后边右上角可加符号“#”,如:∠30#。热轧等边角钢的规格范围为2#-20#。2)热轧不等边角钢是横截面如字母L,两边互相垂直成角形且宽度不等的热轧长条钢材。 其规格以长边宽*短边宽*边厚的毫米数表示,如“L30*20*3”,即表示长边宽30mm、短 边宽20mm、边厚为3mm的不等边角钢。也可以用型号(号数)表示,型号用一分数表示,分子 为长边宽的厘米数,分母为短边宽的厘米数,如“L3/2#”,3表示长边的厘米数,2表示短边的厘米数。热轧不等边角钢的规格范围为2.5/1.6#-20/12.5#。
角钢在建筑行业应用较多,是一种优质的建筑材料,它以其良好的坚韧度深得建筑行业的喜爱。但是有时候我们在使用无锡角钢时会发现一些问题,例如出现坯料修磨、滑道划伤、炉底辊压坑等,这些问题的出现会大大降低角钢的使用性能,那么我们该如何避免呢?1、坯料修磨。角钢坯料采用粗砂轮修磨,在轧制中板表面会出现磨痕,特别是在20mm以上的厚板。2、滑道划伤。加热炉中,坯料在滑道运动中,容易在坯料下表面出现滑道划伤。3、轧制压坑。对中时中夹板与中板边部摩擦,造成边部毛刺等飞溅到中板表面,形成表面轧制压坑。4、大链划伤。链条之间的脱落造成钢板在冷床上运动不同步,形成下表面划伤。5、炉底辊压坑。炉底辊受到高温气体和载荷等多重作用,极易出现表面结瘤,造成中板下表面压坑。6、矫直机压坑。矫直过的碳钢遗留氧化皮,在矫直过程中易形成中板表面压坑。7、吊运划伤。吊运钢板时容易造成边部肋伤,以及在卸料时不规范的操作造成钢板表面划伤。
