您的位置>首页 >黑龙江本地今日新闻 >
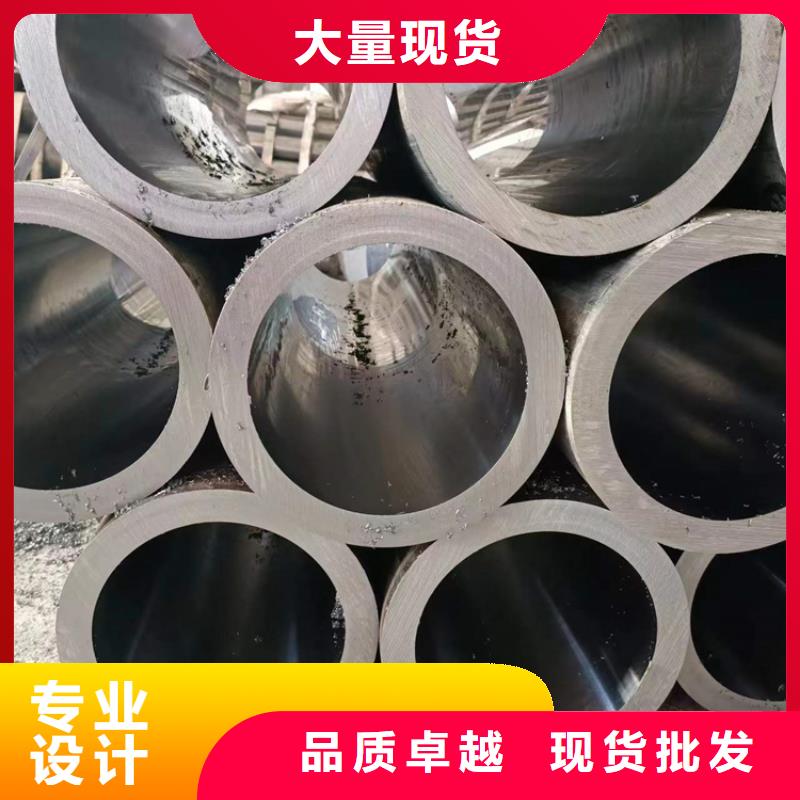
【45号绗磨管】-现货实拍{九冶}
发布时间: 2024-06-01 08:51:21
以下是:【45号绗磨管】-现货实拍{九冶}的产品参数
| 产品参数 |
|---|
| 产品价格 | 6000/吨 |
|---|
| 发货期限 | 2天 |
|---|
| 供货总量 | 不限 |
|---|
| 运费说明 | 电议 |
|---|
| 最小起订 | 0.1吨 |
|---|
| 质量等级 | 正品 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 20# |
|---|
| 产品品牌 | 九冶 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 聊城 |
|---|
| 加工定制 | 是 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品重量 | 过磅 |
|---|
| 产品颜色 | 金属色 |
|---|
| 外形尺寸 | 圆形 |
|---|
| 适用领域 | 机械加工 油缸 |
|---|
| 是否进口 | 否 |
|---|
以下是:【45号绗磨管】-现货实拍{九冶}的图文视频
导读 【45号绗磨管】-现货实拍{九冶},黑龙江省九冶管业有限公司为您提供【45号绗磨管】-现货实拍{九冶}的最新资讯,联系人:高经理,电话:0527-88266222、18151371377,QQ:3573482096,发货地:开发区丁快工业园发货到黑龙江。 黑龙江省 黑龙江省,简称“黑”,中华人民共和国省级行政区,省会哈尔滨市,地处中国东北部,北、东部与俄罗斯隔江相望,西部与内蒙古自治区相邻,南部与吉林省接壤,是中国最北端及最东端的省级行政区,介于东经121°11′—135°05′,北纬43°26′—53°33′之间,辖区总面积47.3万平方千米,居全国第6位。边境线长2981.26千米。截至2022年10月,黑龙江省共辖12个地级市、1个地区行署。。截至2022年末,黑龙江省常住总人口3099万人。
黑龙江45号绗磨管
<黑龙江>九冶管业有限公司
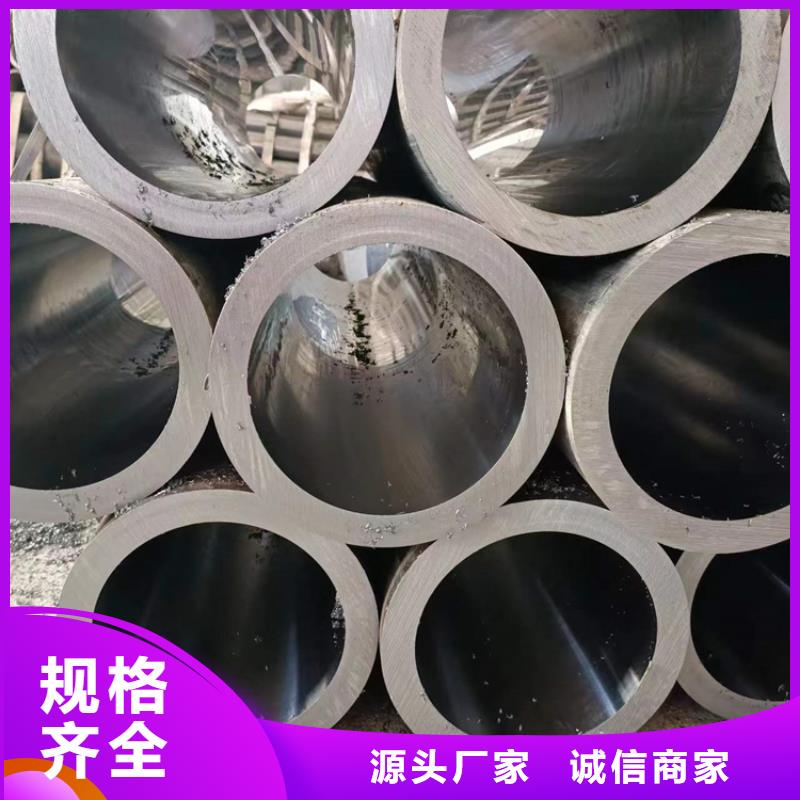
绗磨管加工工艺原理绗磨管的加工是采用滚压加工,珩磨管钢管表面留有的应压力,对于表面微小裂纹有很好的封闭作用,能防止表面受到侵蚀。从而提高了表面的抗腐蚀能力,并能减少裂纹的产生和扩大,这样加强了绗磨管的抗压强度。通过滚压成型的绗磨管,能在表面形成一层冷作硬化层,减少磨削副接触表面的弹性和塑性变形,从而提高了耐磨性,避免因磨削产生的烧伤。滚压后的表面粗糙度大大减小,提高了绗磨管的配合性。所谓滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使表面的不平整度碾平,从而达到改变表面结构、机械特性、性质和尺寸的终目的。这种滚压加工技术是磨削无法做到了,同时满足光整加工和强化的要求。


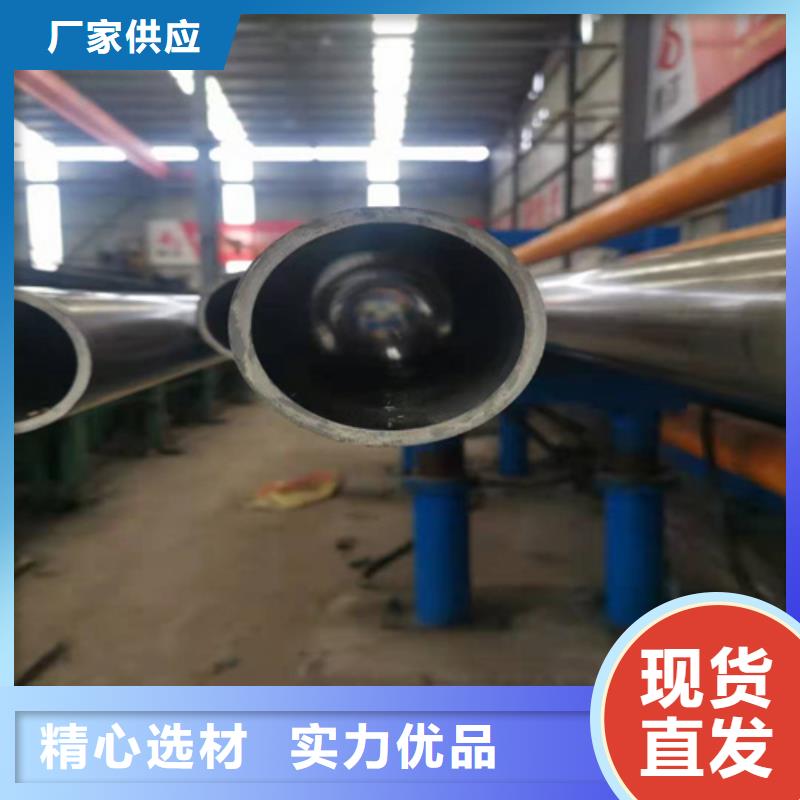
直径50mm以上的珩磨管一般应采用机械加工方法切割。如用气割,则必须用机械加工方法车去因气割形成的组织变化部分,同时可车出焊接坡口。除回油管外,压力由管道不允许用滚轮式挤压切割器切割,切割表面必须平整,去除毛刺、氧化皮、熔渣等。珩磨管所用的焊条、焊剂应与所焊管材相匹配,其牌号必须有明确的依据资料,有产品合格证,且在有效使用期内。焊条、焊剂在使用前应按其产品说明书规定烘干,并在使用过程中保持干燥,在当天使用。焊条药皮应无脱落和显著裂纹。
<黑龙江>九冶管业有限公司
黑龙江45号绗磨管
总结 【45号绗磨管】-现货实拍{九冶}_黑龙江省九冶管业有限公司,固定电话:18151371377,移动电话:0527-88266222,联系人:高经理,QQ:3573482096,开发区丁快工业园 发货到 黑龙江省。