




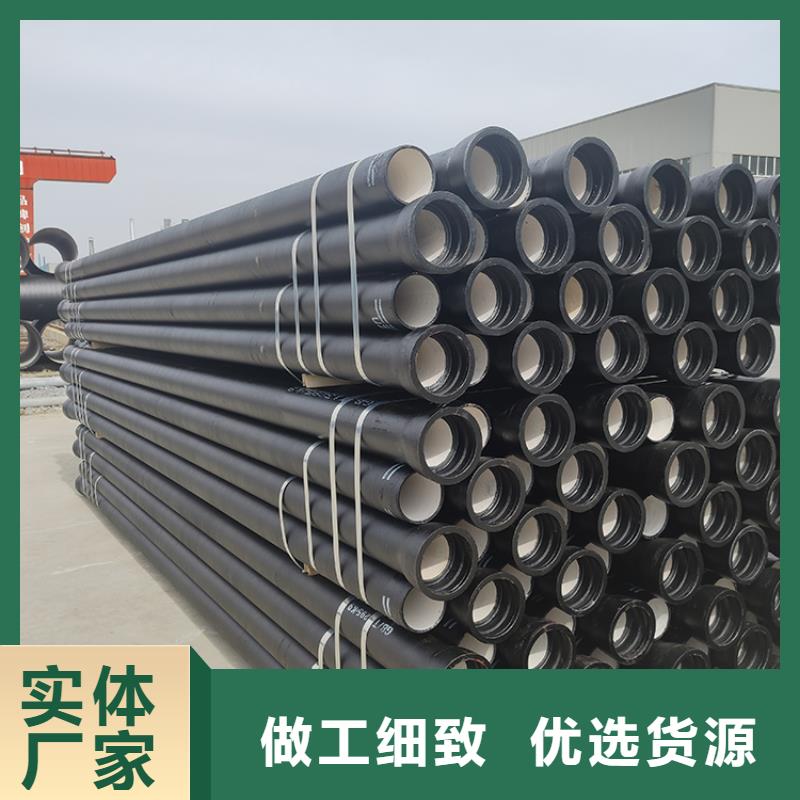



球墨铸铁管主要称之为离心球墨铸铁管,它具有铁的本质、钢的性能,防腐性能优异、延展性能好,密封效果好,安装简易、主要用于市政、工矿企业给水、输气输油等。离心球墨球铁管由于强度高、塑性好、耐腐蚀性好等优点,故在供水、输气管道中大量应用。工业发达的离心球铁管产量已占铸管总产量的95%~98%,球铁总产量的40%~50%,成为球铁的大用户。中小口径(<1000mm)铸管采用水冷金属型工艺(即冷模法);大口径采用热模法(喷涂料和衬树脂砂)。国外已能生产大 0mm×4000mm的铸管。
球墨铸铁管退火炉是球墨铸铁管的重要设备,由于炉型较大,长度在36m以上,宽度约8m,炉门较多,冷却段又要进行强制性冷却,因此炉子热量损失大,热耗高,能源浪费严重。造成热耗高的原因主要有工艺不合理造成球铁管在炉内的热焓增量偏大、炉子热效率低和燃料的选用不合理等。山东球墨铸铁管有限公司(简称铸管公司)针对这几个方面,对退火炉进行了多次改造,并制定了相应的措施,使吨管能耗显著降低,节能效果显著。2节能措施2.1 降低球墨铸铁管在退火炉内的热焓增量球墨铸铁管在退火炉内的热焓增量主要由球铁管在炉内加热的温度和球铁管的入炉温度决定,因此降低球铁管在炉内的热焓增量主要是降低退火温度和提高球铁管的入炉温度。2.1.1 合理制定不同管径的退火温度 球铁管的退火温度愈低,就愈节省燃料,但是球铁管的退火工艺规定退火炉加热段炉气温度为1050~1100℃,保温段炉气温度为960 ~1000℃,为了确保球铁管的退火质量,在工艺允许的条件下,应尽量按照下限进行炉温控制,特别是小口径的管子可以适当降低加热段炉气温度。2.1.2 提高球铁管的入炉温度 在过程中,充分利用上一工序结束时物料的余热是节约能源的一个重要途径。根据理论计算,球铁管加热到1000℃,在600℃入炉与25℃入炉相比吨管能耗降低320000kJ,可节约焦炉煤气约20m3或者重油8kg。铸管公司退火炉的退火能力约是现有离心机能力的2倍,为此采取了间歇式集中退火的办法。在退火炉管子上线时保证连续退火的前提下规定热管先入炉,缩短热管的传输时间,使半数管子的入炉温度由环境温度提高到600℃左右。从而提高了管子热送比率和入炉温度,节能效果显著。2.2 提高退火炉的热效率对于连续式球铁管退火炉来说,其退火工艺较特殊,炉体较长,跨距较大,而且急冷段又采取了强制性冷却,因此热效率较低。对于结构已经确定的退火炉,要提高炉子的热效率,只有从退火炉的操作来实现。2.2.1 确定合理的加热温度和退火时间 球墨铸铁管的退火工艺要求退火温度不宜过高,退火时间也不宜过长,这对于节约能源以及减小球铁管的变形是很有利的。但是退火温度和退火时间是相互制约的,降低退火温度就要增加退火时间;缩短退火时间就要提高退火温度,否则就会大大降低球铁管的延伸率。针对这种情况,根据以往的经验,在满足退火工艺要求而又不使管子变形超差的条件下,确定了不同规格的球铁管在退火炉加热段的退火温度和退火时间
柔性球墨铸铁管的切割要点 球墨铸铁管的主要成分有碳、硅、锰、硫、磷和镁等,是一种使用18号以上的铸造铁水经添加球化剂后,经过离心球墨铸铁机高速离心铸造成的管材,我们叫做“球墨铸铁管”。球磨铸铁管防腐性能优异、延展性能好,密封效果好,安装简易、主要用于市政、工矿企业给水、输气,输油等。球墨铸铁管产品柔性铸铁管是指材质为灰铸铁,经过高速离心机铸造而成,采用柔性连接方式,橡胶密封圈密封,螺栓紧固,在内水压下具有良好的挠曲性、伸缩性。能适应较大的轴向位移和横向由挠变形,适用于建筑物地下,或者高层排水的一种排水管材,对地震区尤为合适。柔性球墨铸铁管在施工过程中或者遇到变形的情况,需要进行切割处理,下面介绍一下柔性球墨铸铁管的切割方法:1、切管前,首先检查柔性球墨铸铁管损坏水平,假如损坏严重,或管体上有裂纹,应判废;假如是插口变形或插口损坏严重,则切掉损坏局部;由于装置需求(如接弯头号管件)切管时,切管前对铸管的外径尺寸停止确认,即外径尺寸在公差范围内。关于因损坏或施工需求对铸管停止切割前,应将需切的铸管放在程度面或方木上,并对切掉局部沿铸铁管一周用记号笔停止标志。2、切割柔性球墨铸铁管,可运用砂轮切割机或电动金属锯切管机.砂轮切割机能够用电或紧缩空气带动,也能够靠间接内燃机带动.许多切割机能够装配切割用砂轮和磨光砂轮.假如在施工现场只运用一个切割机,那么这种切割机应顺应装配两种砂轮,便用金刚砂切割砂轮很适用于切割带水泥砂浆内衬的球墨铸铁管。3、对做好切割标志的柔性球墨铸铁管停止切割时,先从一点开端将水泥砂浆内衬的球墨铁管管壁切透,然后沿着做好的标志将铸管切开。在运用滑入式接口衔接的状况下,必需将新切割的插口端磨光、倒角,使其与原来的插口端外观相同.只要这样,才干将插口顺利地插人承口中,而不损坏密封圈。
铸铁排水管气密性监测是球墨铸铁管生产和使用过程中必不可少的工序,是保证产品质量,生产安全的重要工序气体泄漏的检测包括有毒气体的泄漏检测、可燃气体的泄漏检测以及气密性检测。前两者多半可以通过化学传感器的方法来进行检测 通常是在元件或系统使用过程中进行检测。如果有合适的传感器 其方法相对简单。本文中介绍的气密性检测 一般是在元件或系统制造过程中进行检测,通常需要定量检测 而且要求快速、大量地在生产现场进行。球墨铸铁管道采用180度素砼壁护。气密性检测需要在铸铁管上覆土,如果出现渗漏,又需要将土清理,破素砼等繁琐工作,这样不可避免的要影响工程进度,在常见的项目实施方法中,我们一般采取以下方式进行球墨铸铁管的气密性检查:气密性检测的常用方法有气泡法,涂抹法,化学气体示踪检漏法,压力变化法,流量法,超声波法等等。传统的检测泄漏方法多采用气泡法和涂抹法。气泡法是将工件浸入水中,充入压缩空气,然后在一定时间内收集从中泄漏出来的气泡以测出泄漏量。涂抹法是在内部充有一定气压的工件表面涂抹肥皂水一类的易产生气泡的液体,观察产生气泡的情况以检测泄漏量的大小。这两种方法操作简单,能直接观察到泄漏的部位和泄漏情况,但由于事先不知道工件泄漏的部位和几处泄漏,难以收集全气泡,影响测量的准确性;其次,对于体积大、笨重、外表面复杂的零件,气泡附着于零件底部和褶皱处而不易观察;测试完后需要对工件进行清扫干燥处理,无法实现自动、定量测漏。因此这两种方法在满足高精度、高效率的生产需求方面显得力不从心。随着计算机、电子、传感技术的飞速发展,泄漏检测技术的发展将迎来新的发展契机。未来的气密性检测技术将向高精度、高效率、智能化的方向进一步发展。
